خانه / خبر / اخبار صنایع / چرا ریخته گری شن و ماسه بر ریخته گری برای بسیاری از کاربردها ضربه می زند؟
پاسخ کوتاه: ریخته گری شن و ماسه در هزینه، انعطاف پذیری و مقیاس برنده می شود
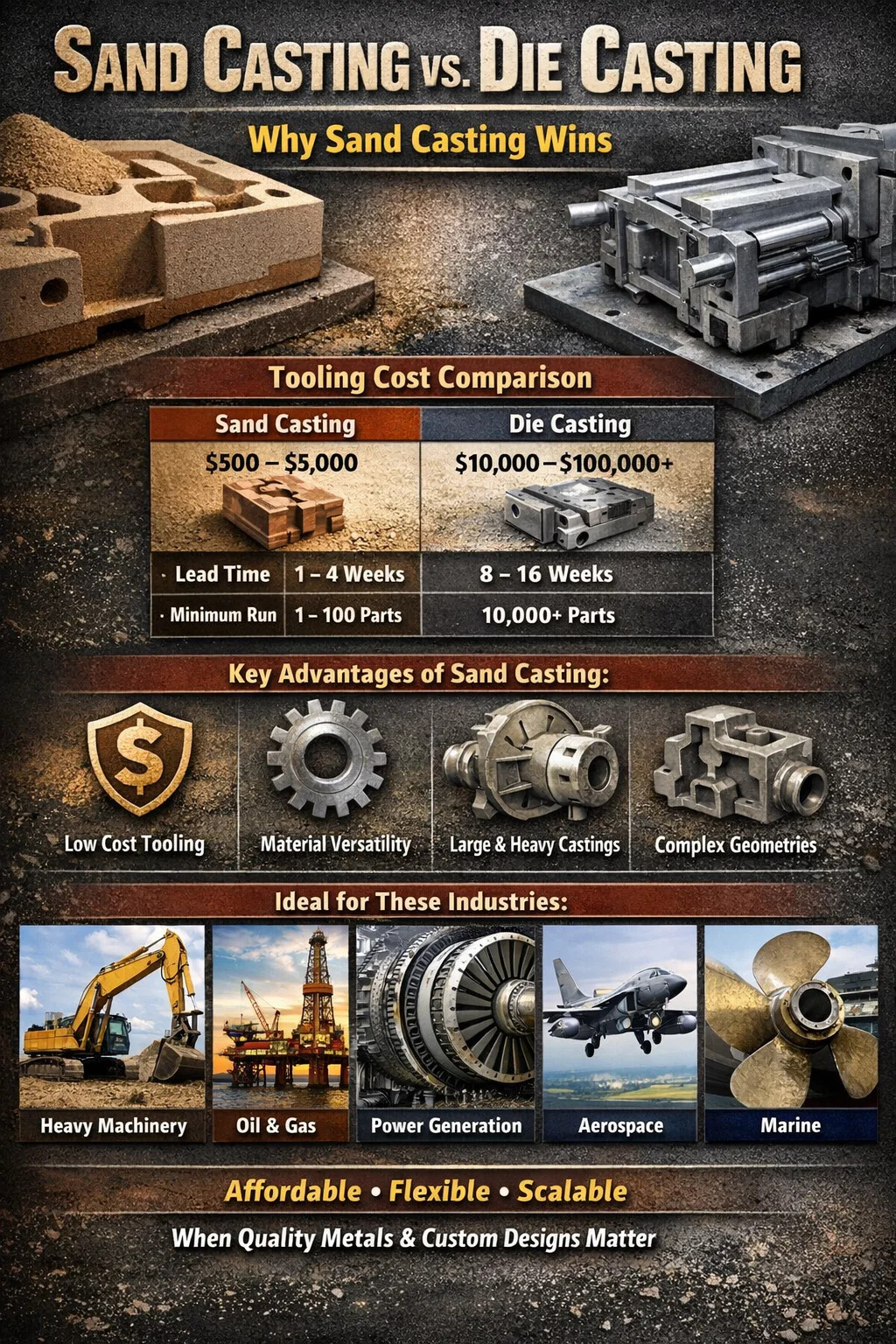
اگر بین ریخته گری شن و ماسه و ریخته گری دایکست انتخاب می کنید، تصمیم به آنچه واقعاً نیاز دارید بستگی دارد. ریختهگری شن و ماسه بهتر از ریختهگری با دایکاست زمانی که بودجه ابزار کم است، زمانی که قطعات بزرگ یا از نظر هندسی پیچیده هستند، زمانی که حجم تولید کم تا متوسط در میان است، یا زمانی که باید از فلزات آهنی مانند فولاد و آهن استفاده شود. ریخته گری دایکست در تولید حجم بالا قطعات آلومینیومی یا رویی با دیواره نازک کوچک که در آن پوشش سطح و قوام ابعادی بسیار مهم است، برتری دارد. اما برای طیف وسیعی از کاربردهای صنعتی، مهندسی و نمونه اولیه، ریختهگری شن و ماسه انتخاب عملیتر و اقتصادیتر باقی میماند.
تفاوت اساسی در ابزارسازی است. یک قالب ریخته گری می تواند از هر جایی هزینه داشته باشد 10000 تا بیش از 100000 دلار ، در حالی که یک الگوی ریخته گری شن و ماسه معمولا بین هزینه دارد 500 دلار و 5000 دلار . برای هر چیزی کمتر از صدها هزار تولید انبوه، این شکاف به تنهایی باعث می شود که ریخته گری شن و ماسه تصمیم مالی هوشمندانه تری داشته باشد.
هزینه ابزار: جایی که ریخته گری شن و ماسه برتری تعیین کننده ای نسبت به ریخته گری دارد
ریخته گری به قالب های فولادی سخت شده نیاز دارد که باید هزاران سیکل تزریق را تحت فشار شدید تحمل کند - اغلب بین 1500 تا 25000 psi. ساخت این قالب ها نیازمند ماشینکاری دقیق، عملیات حرارتی و تأیید کیفیت گسترده است. مدت زمان لازم برای قالب ریخته گری معمولاً است 8 تا 16 هفته و پس از ساخته شدن، تغییرات بدون از بین بردن کل ابزار گران یا غیرممکن است.
در مقابل، الگوهای ریخته گری شن و ماسه از چوب، رزین یا آلومینیوم ساخته می شوند. ساخت آنها بسیار سادهتر، اصلاح آسانتر و بهطور چشمگیری ارزانتر هستند. اگر پس از تولید اولیه نیاز به تغییر در طراحی باشد، می توان الگوی ریخته گری شن و ماسه را با کسری از هزینه تغییر قالب ریخته گری بازسازی یا بازسازی کرد.
برای توسعه نمونه اولیه و مهندسی تکرار شونده، این تفاوت دگرگون کننده است. یک تیم محصول که یک محفظه پمپ صنعتی یا یک براکت سفارشی را توسعه میدهد، میتواند سه یا چهار تکرار طراحی را در ریختهگری شن و ماسه با هزینهای مشابه با یک قالب ریختهگری تکی آزمایش کند. این باعث تسریع جدول زمانی توسعه محصول و کاهش ریسک مالی در مراحل اولیه یک پروژه می شود.
| عامل | ریخته گری شن و ماسه | دایکستینگ |
|---|---|---|
| هزینه ابزار معمولی | 500 تا 5000 دلار | 10000 تا 100000 دلار |
| زمان سرب ابزار | 1-4 هفته | 8-16 هفته |
| هزینه اصلاح طراحی | کم | بسیار بالا |
| حداقل اجرا قابل اجرا | 1 تا 100 قسمت | 10000 قطعه |
تطبیق پذیری مواد: ریخته گری شن و ماسه با فلزات کار می کند دایکستینگ نمی تواند رسیدگی کند
این یکی از مهم ترین محدودیت های فنی ریخته گری قالب است که اغلب ناشناخته می ماند. ریخته گری به طور عمده به فلزات غیر آهنی با نقطه ذوب نسبتاً پایین محدود می شود - عمدتاً آلومینیوم (نقطه ذوب ~ 1220 درجه فارنهایت / 660 درجه سانتی گراد)، روی (~787 درجه فارنهایت / 419 درجه سانتی گراد) و منیزیم (~1202 درجه فارنهایت / 650 درجه سانتی گراد). دلیل آن ساده است: دمای شدید مورد نیاز برای ذوب فلزات آهنی، قالب های فولادی را در کوتاه مدت از بین می برد.
ریخته گری شن و ماسه چنین محدودیتی ندارد. به طور معمول با موارد زیر استفاده می شود:
- آهن خاکستری و چدن انعطاف پذیر (نقطه ذوب ~2100 درجه فارنهایت / 1150 درجه سانتیگراد)
- فولاد کربن و فولاد ضد زنگ (~2500-2800 درجه فارنهایت / 1370-1538 درجه سانتیگراد)
- آلیاژهای مس و برنج (~1750-1980 درجه فارنهایت / 955-1082 درجه سانتیگراد)
- آلیاژهای نیکل و سوپرآلیاژهای مورد استفاده در کاربردهای هوافضا و انرژی
- آلومینیوم و آلیاژهای آلومینیوم (سازگار با هر دو فرآیند)
برای صنایعی که به اجزای آهن یا فولاد وابسته هستند - مانند ماشین آلات سنگین، تجهیزات ساختمانی، ماشین آلات کشاورزی و مهندسی دریایی - ریخته گری شن و ماسه صرفاً یک اولویت نیست. این تنها گزینه ریخته گری قابل دوام است. آن را در نظر بگیرید آهن خاکستری تقریباً 70 درصد از کل ریخته گری های تولید شده در سطح جهان را تشکیل می دهد ، و تقریباً تمام آن حجم از طریق ریخته گری شن و ماسه ساخته می شود. این آمار به تنهایی نشان می دهد که فرآیند واقعاً در کجا غالب است.
چدن داکتیل، به ویژه، ترکیبی از استحکام کششی، شکلپذیری و ماشینکاری را ارائه میدهد که آن را به یک ماده ترجیحی برای چرخ دندهها، میل لنگ، اجزای هیدرولیک و قطعات ساختاری تبدیل میکند. هیچ یک از این برنامه ها از طریق ریخته گری قابل دسترسی نیستند. ریخته گری شن و ماسه دروازه ای برای دسترسی به طیف گسترده ای از فلزات مهندسی است، نه فقط زیر مجموعه ای که با محدودیت های حرارتی ریخته گری دایکاست.
اندازه و وزن قطعه: ترازوهای ریخته گری شن و ماسه در جایی که ریخته گری نمی تواند
ماشین های ریخته گری قوی هستند، اما از نظر فیزیکی محدود هستند. حتی بزرگترین ماشینهای ریختهگری فشار بالا در استفاده تجاری، در تولید قطعات با وزن بالا برتری دارند. 50 تا 75 پوند (22 تا 34 کیلوگرم) . خود قالب باید با اندازه صفحه دستگاه مطابقت داشته باشد و فشارهای تزریق درگیر باعث می شود قطعات بسیار بزرگ از نظر ساختاری غیرعملی باشند.
ریخته گری شن و ماسه تقریباً با هیچ چیز از نظر اندازه یا وزن محدود نمی شود. بلوکهای موتور، محفظههای توربین، محفظههای پمپ، ملخهای کشتی، و بدنههای سوپاپهای صنعتی معمولاً با ماسه ریختهگری میشوند. توزین قطعات چندین تن در بخش هایی مانند تولید برق، معدن، و نفت و گاز فراساحلی غیرمعمول نیستند. یک قطعه چدن شن و ماسه ای برای یک موتور دیزلی بزرگ می تواند 500 پوند یا بیشتر وزن داشته باشد - کاملاً خارج از محدوده هر فرآیند ریخته گری دایکاست.
این مقیاس پذیری به این معنی است که برای مهندسانی که بر روی تجهیزات سرمایه بزرگ یا اجزای ساختاری کار می کنند، ریخته گری شن و ماسه به عنوان مصالحه بر ریخته گری ماسه ای انتخاب نمی شود - این تنها فرآیندی است که می تواند به صورت فیزیکی آنچه مورد نیاز است را تولید کند. هر بار قالب به سادگی از شن و ماسه بازسازی می شود، بنابراین هیچ محدودیتی برای صفحه ماشین، محدودیت ظرفیت قالب و سقف فشار تزریق وجود ندارد.
پیچیدگی هندسی و ویژگی های داخلی: ریخته گری شن و ماسه آزادی طراحی بیشتری را ارائه می دهد
ریخته گری از قالب های فلزی سفت و سخت استفاده می کند که باید در یک خط مستقیم باز و بسته شوند، به این معنی که تمام ویژگی های قطعه باید به گونه ای باشد که امکان جداسازی قالب بدون برش دادن ابزار را فراهم کند. گذرگاه های داخلی پیچیده، حفره های عمیق و برش های زیرین یا غیرممکن هستند یا به مکانیسم های جانبی پرهزینه نیاز دارند که هزینه قابل توجهی را به قالب اضافه می کند.
ریخته گری شن و ماسه از قالب ها و هسته های قابل مصرف استفاده می کند. هسته یک شکل ماسه ای جداگانه است که در داخل حفره قالب قرار می گیرد تا حفره های داخلی ایجاد کند - محفظه های توخالی، گذرگاه ها، کانال ها و هندسه های داخلی پیچیده که از نظر فیزیکی در قالب سفت و سخت غیرممکن است. این قابلیت به همین دلیل است که ریخته گری شن و ماسه برای بلوک های موتور با ژاکت آب، منیفولدهای دارای گذرگاه جریان داخلی و بدنه شیرها با کانال های داخلی متعدد استفاده می شود.
آنچه هسته ها در ریخته گری شن و ماسه اجازه می دهند
- مسیرهای خنک کننده داخلی در اجزای موتور و توربین
- بخش های ساختاری توخالی که وزن را بدون کاهش قدرت کاهش می دهد
- کانال های جریان سیال پیچیده در محفظه پمپ و شیر
- هندسه های زیر برشی که بخشی را در داخل قالب سفت و سخت قفل می کند
- حفره های داخلی متقاطع متعدد در یک ریخته گری واحد
دایکاست میتواند هستهها را با استفاده از درجهای محلول یا جداکننده در برخی کاربردها تولید کند، اما این امر به هزینه و پیچیدگی فرآیند اضافه میکند که به سرعت مزایای کارایی که دایکاست معمولاً ارائه میدهد را از بین میبرد. برای قطعاتی که هندسه داخلی در اولویت طراحی است، ریخته گری شن و ماسه از نظر معماری برتر است.
الزامات ضخامت دیوار نیز به طور قابل توجهی متفاوت است. ریخته گری می تواند دیوارهای بسیار نازکی را ایجاد کند - گاهی اوقات به نازکی 0.040 اینچ (1 میلی متر) - که برای مصرف کنندگان سبک وزن یا قطعات خودرو عالی است. اما همچنین الزامات یکنواختی را برای اطمینان از اینکه جریان فلزی قالب را پر می کند، اعمال می کند. ریختهگری شن و ماسه نسبت به ضخامتهای متفاوت دیوار در یک قسمت تحمل بیشتری دارد، که به مهندسان طراح آزادی بیشتری در هنگام ایجاد ساختارهای پیچیده با بخشهای ضخیم و نازک میدهد.
حجم تولید: چرا ریخته گری شن و ماسه برای اجراهای با حجم کم تا متوسط بهتر است
مقرون به صرفه ریخته گری دایکاست بر اساس استهلاک هزینه های بسیار بالای ابزارآلات ثابت در تعداد بسیار زیادی از قطعات است. وقتی این استهلاک کار می کند - وقتی شما 50000، 100000 یا 500000 قطعه یکسان تولید می کنید - هزینه پایین ریخته گری برای هر واحد قانع کننده می شود. فرآیند ریخته گری سریع است: یک چرخه ریخته گری آلومینیومی معمولی بین دو زمان انجام می شود 30 و 60 ثانیه و ماشین ها می توانند با حداقل کار در محیط های با اتوماسیون بالا کار کنند.
اما خارج از آن زمینه با حجم بالا، ریاضیات معکوس می شود. برای خریدار که به 500 محفظه منیفولد سفارشی در سال نیاز دارد، صرف 50000 دلار برای قالب ریخته گری به این معنی است که هزینه ابزار به تنهایی 100 دلار به ازای هر قطعه قبل از ذوب شدن یک پوند آلومینیوم اضافه می کند. همین بخش در ریختهگری شن و ماسه، با الگوی 3000 دلاری، تنها 6 دلار به هزینه ابزار در هر واحد اضافه میکند - تفاوتی که به ندرت از بین میرود، حتی با در نظر گرفتن زمانهای چرخه آهستهتر ریختهگری شن و محتوای کار بیشتر در هر واحد.
به همین دلیل است که سازندگان صنایع هوافضا، دفاع، نفت و گاز و تجهیزات صنعتی سفارشی به شدت به ریخته گری شن و ماسه متکی هستند. حجم تولید آنها اغلب در ده ها تا هزاران در سال است. در این شرایط، ریختهگری شن و ماسه یک مصالحه نیست - این تنها انتخاب اقتصادی منطقی است.
حجم یکنواخت بین ریخته گری شن و ریخته گری
نقطه متقاطع که در آن ریخته گری دایکاست اقتصادی تر از ریخته گری شن و ماسه می شود به پیچیدگی، اندازه و مواد قطعه بستگی دارد. به عنوان یک معیار کلی:
- برای قطعات آلومینیومی کوچک کمتر از 2 پوند، ریخته گری اغلب در بالا رقابتی می شود 10000 تا 20000 قطعه در سال
- برای قطعات متوسط بین 2 تا 10 پوند، نقطه سربه سر به سمت بالا حرکت می کند 25000 تا 75000 قطعه در سال
- برای قطعات بزرگ یا پیچیده، ریخته گری شن و ماسه اغلب در هر حجم تجاری مناسب مقرون به صرفه است
اینها تخمین های تقریبی هستند و نقاط سربه سر واقعی همیشه باید برای یک برنامه خاص محاسبه شوند. اما آنها نشان میدهند که اکثر کاربردهای ریختهگری صنعتی - بهویژه در بخشهایی که سفارشیسازی، قابلیت اطمینان و عملکرد مواد بیشتر از قیمت هر واحد مهم است - به خوبی در منطقه مزیت ریختهگری شن و ماسه قرار میگیرند.
تخلخل و خواص مکانیکی: پرداختن به ضعف ریخته گری قالب
یکی از معایب ریخته گری دایکاست که کمتر مورد بحث قرار گرفته است، مشکل تخلخل است. هنگامی که فلز مذاب به داخل قالب با فشار بالا تزریق می شود، هوا می تواند در داخل قطعه محبوس شود و حفره های میکروسکوپی ایجاد کند - تخلخل - که یکپارچگی ساختار را به خطر می اندازد. قالب های ریخته گری فشار بالا اغلب برای عملیات حرارتی نامناسب هستند زیرا گرما باعث انبساط گازهای محبوس شده و ایجاد تاول یا اعوجاج می شود که قطعه را خراب می کند.
این یک محدودیت مهندسی قابل توجه است. بسیاری از آلیاژهای آلومینیوم و منیزیم خواص مکانیکی کامل خود را تنها پس از عملیات حرارتی محلول و پیری (مثلاً مزاج T6) ایجاد می کنند. اگر فرآیند ریختهگری به خودی خود از عملیات حرارتی جلوگیری کند، بخش نهایی کار با کسری از استحکام و سختی بالقوه مواد است. ریخته گری تحت خلاء و ریخته گری فشاری می تواند تخلخل را کاهش دهد، اما اینها فرآیندهای برتری هستند که هزینه را افزایش می دهند و به طور جهانی در دسترس نیستند.
ریخته گری شن و ماسه، به دلیل اینکه قالب را با سرعت کمتری تحت گرانش یا فشار کم پر می کند، گاز محبوس شده به میزان قابل توجهی تولید می کند. قطعات ریخته گری شن و ماسه معمولاً می توانند بدون مشکل تحت عملیات حرارتی قرار گیرند و به خواص آلیاژی کامل دست پیدا کنند. برای کاربردهای ساختاری در هوافضا، خودرو یا تجهیزات سنگین که گواهینامه مواد و خواص مکانیکی حیاتی است، این یک مزیت تعیین کننده است.
علاوه بر این، اجزای چدن ماسه ای - به ویژه چدن انعطاف پذیر - قابلیت ماشینکاری عالی، میرایی ارتعاش و مقاومت در برابر سایش را از خود نشان می دهند. اینها خواصی هستند که ذاتی مواد هستند و به طور کامل از طریق فرآیند ریخته گری شن و ماسه قابل دسترسی هستند، بدون محدودیت تخلخل که کاربردهای ریخته گری را محدود می کند.
زمان تولید قطعات جدید: ریختهگری شن و ماسه باعث میشود در مراحل اولیه سریعتر قطعهسازی شوید
هنگامی که قطعه جدیدی به سرعت مورد نیاز است - چه برای ارزیابی نمونه اولیه، جایگزینی اضطراری یا تولید آزمایشی - مزیت زمان انجام ریختهگری شن و ماسه قابل توجه است. از آنجایی که الگوهای ریخته گری شن و ماسه ساده و سریع تولید می شوند، اغلب می توان اولین ماده ریخته گری را در آن تحویل داد 2 تا 6 هفته از نهایی شدن طراحی برخی از ریختهگریهای متخصص در ریختهگری شن و ماسه میتوانند نمونه اولیه ریختهگری را در کمترین زمان ممکن تحویل دهند 5 تا 10 روز کاری .
در مقایسه با دایکاست، که در آن ابزارسازی به تنهایی 8 تا 16 هفته طول می کشد تا یک قطعه تولیدی ساخته شود، مزیت جدول زمانی ریخته گری شن و ماسه در طول توسعه محصول جدید بسیار زیاد است. برای شرکتهایی که برنامههای راهاندازی تهاجمی دارند، یا برای موقعیتهای تعمیر و نگهداری که در آن یک جزء حیاتی نیاز به تعویض سریع دارد، این تفاوت میتواند مستقیماً به کاهش زمان خرابی، زمان سریعتر ورود به بازار و کاهش ریسک برنامه تبدیل شود.
این همچنین باعث می شود که ریخته گری شن و ماسه انتخاب استانداردی برای قطعات جایگزین در ماشین آلات قدیمی یا تجهیزات قدیمی باشد که در آن هیچ ابزار موجود باقی نمانده است. هنگامی که یک پرس صنعتی 30 ساله نیاز به یک محفظه آهنی جایگزین دارد که در ابتدا توسط شرکتی ساخته شده بود که دیگر وجود ندارد، ریخته گری شن و ماسه اجازه می دهد تا یک الگوی جدید از یک نقشه مهندسی یا یک نمونه فیزیکی ساخته شود و قطعه با هزینه مناسب تکثیر شود. ایجاد مجدد قالب ریخته گری برای یک قطعه جایگزین از نظر اقتصادی پوچ خواهد بود.
صنایع خاصی که در آن ریخته گری شن و ماسه از ریخته گری بهتر است
درک اینکه کدام صنایع به ریختهگری شن و ماسه بر ریختهگری قالبی تکیه میکنند کمک میکند تا مشخص شود که مزایای دنیای واقعی کجا متمرکز شدهاند. این بخش ها به طور مداوم ریخته گری شن و ماسه را انتخاب می کنند زیرا الزامات فنی و تجاری آنها با آنچه که این فرآیند به بهترین شکل انجام می دهد هماهنگ است.
تجهیزات نفت و گاز
بدنه دریچه ها، محفظه های پمپ، منیفولدها و اجزای سر چاه به فولاد یا چدن داکتیل نیاز دارند، باید فشار شدید را تحمل کنند و اغلب برای کاربردهای خاص در حجم کم تولید می شوند. ریخته گری شن و ماسه سازگاری مواد، قابلیت هندسه داخلی و یکپارچگی مکانیکی که این برنامه ها نیاز دارند را ارائه می دهد. دایکستینگ نمی تواند در اینجا رقابت کند.
معدن و تجهیزات سنگین
فک های سنگ شکن، دندان های سطلی، صفحات سایش، و اجزای ساختاری ماشین آلات معدن از فولاد منگنز، آهن کروم و سایر آلیاژهای آهنی سخت ساخته شده اند که ریخته گری نمی تواند پردازش شود. وزن قطعات در این بخش به طور معمول صدها پوند است - بسیار فراتر از ظرفیت هر ماشین ریخته گری. ریخته گری شن و ماسه تنها راه تولید قابل دوام است.
تولید برق
محفظه های توربین، محفظه پروانه ها و زنگ های انتهایی ژنراتور ساخته شده از فولاد ضد زنگ یا آلیاژهای نیکل برای نیروگاه ها و توربین های صنعتی عموماً ماسه ای هستند. ترکیبی از مواد مورد نیاز، اندازه قطعه، و حجم تولید سالانه کم، ریخته گری را از نظر اقتصادی و فنی برای این کاربردها غیرممکن می کند.
نمونه سازی هوافضا و دفاعی
حتی در بخشی که دقت در آن بسیار مهم است، ریخته گری شن و ماسه به طور گسترده برای توسعه نمونه اولیه و قطعات ساختاری کم حجم استفاده می شود. توانایی تکرار سریع، استفاده از آلیاژهای هوافضا و تولید قطعاتی که میتوانند به طور کامل تحت عملیات حرارتی و آزمایش مکانیکی قرار گیرند، ریختهگری شن و ماسه را به ابزاری استاندارد در برنامههای ریختهگری هوافضا قبل از متعهد شدن به فرآیندهای ساخت گرانتر تبدیل میکند.
دریایی و کشتی سازی
ملخهای کشتی، قابهای سکان، و اجزای ساختاری کشتیهای دریایی اغلب بسیار بزرگ هستند و از برنز مقاوم در برابر خوردگی، برنز نیکل-آلومینیوم یا فولاد ضد زنگ ساخته شدهاند. ریخته گری شن و ماسه تنها فرآیندی است که می تواند این الزامات را برطرف کند و برای قرن ها روش استاندارد برای تولید قطعات دریایی بوده است.
وقتی دایکستینگ در واقع انتخاب بهتری است
پاسخ کامل مستلزم تصدیق این است که دایکستینگ واقعاً کجا برنده است. دایکاست در سه حالت کاملاً تعریف شده نسبت به ریخته گری شن و ماسه برتری دارد:
- تولید قطعات کوچک غیر آهنی با حجم بالا: هنگام تولید صدها هزار قطعه آلومینیومی، روی یا منیزیمی در سال، اقتصاد ریخته گری در هر واحد غیرقابل رقیب است. دستگیره های درب خودرو، محفظه های الکترونیکی و محفظه لوازم کوچک نمونه های کلاسیک هستند.
- پرداخت سطح و سازگاری ابعادی: دایکاست قطعاتی به شکل شبکه یا نزدیک به شبکه با پرداخت سطحی 32 تا 63 میکرو اینچ Ra و تحمل ابعادی تولید میکند که اغلب نیازی به ماشینکاری ندارد. ریخته گری شن و ماسه معمولاً سطوح زبرتری (125-500 میکرواینچ Ra) تولید می کند و برای ضربه زدن به تلورانس های محکم به ماشین کاری بیشتری نیاز دارد.
- سازه های سبک با دیوار نازک: هنگامی که طراحی به دیوارهای کمتر از 3 میلی متر نیاز دارد که هنوز به یکپارچگی ساختاری نیاز دارند، تزریق فشار بالا دایکستینگ پر شدن کامل را تضمین می کند. ریخته گری شن و ماسه با گرانش می تواند برای پر کردن مطمئن بخش های بسیار نازک مشکل داشته باشد.
اذعان به این مزایا، مقایسه را صادقانه می کند. ریخته گری دایکست فرآیندی پایین تر نیست، بلکه فرآیندی است که برای مجموعه ای از شرایط خاص بهینه شده است. هنگامی که این شرایط برآورده نمی شود، ریخته گری شن و ماسه پاسخ بهتری در اکثر سناریوهای باقی مانده است.
ملاحظات زیست محیطی و عملیاتی
ریخته گری شن و ماسه یک مزیت پایداری دارد که اغلب نادیده گرفته می شود: ماسه قابل بازیافت است. ریخته گری های مدرن بازیابی و استفاده مجدد می شوند 90٪ یا بیشتر از ماسه قالب گیری آنها از طریق سیستم های احیای حرارتی یا مکانیکی. در حالی که ریخته گری قالب از مواد ابزار مصرفی به روش مشابه استفاده نمی کند، شدت انرژی نگهداری ماشین های ریخته گری - پرس های هیدرولیک بزرگ، قالب های کنترل شده با دما و سیستم های تزریق فشار بالا - قابل توجه است.
نرخ ضایعات در ریخته گری نیز یک عامل است. از آنجایی که فلز تزریق شده به قالب رانرها، سرریزها و بیسکویت ها (دیسک فلزی از آستین گلوله) را نیز پر می کند، نرخ ضایعات ریخته گری دایکست می تواند اجرا شود. 20 تا 40 درصد کل فلز مصرفی در یک بخش معمولی، اگرچه بیشتر آن قابل بازیافت است. نرخ ضایعات ریخته گری شن و ماسه، به ویژه برای آهن، اغلب به صورت مطلق به ازای هر واحد فلز تحویلی، زمانی که اندازه قطعات بزرگ است، کمتر است.
از دیدگاه ردپای عملیاتی، ریختهگریهای ریختهگری شن و ماسه در مکانهای جغرافیایی بیشتری در سطح جهان قابل دسترسی هستند. ریخته گری به ماشین آلات دقیق برای تولید قالب و ماشین های ریخته گری بزرگ نیاز دارد که سرمایه گذاری قابل توجهی را نشان می دهد. برای تولیدکنندگان در بازارهای در حال توسعه یا برای تامین منابع زنجیره تامین منطقه ای، ظرفیت ریخته گری ریخته گری شن و ماسه به مراتب بیشتر در دسترس است که هزینه های لجستیک و ریسک زنجیره تامین را کاهش می دهد.
خلاصه: انتخاب ریخته گری شن و ماسه بر ریخته گری
این سوال که آیا ریختهگری شن و ماسه بهتر از ریختهگری با قالب است، یک پاسخ جهانی واحد ندارد، اما پاسخ روشنی برای اکثر کاربردهای ریختهگری دارد که در عمل صنعتی و مهندسی با آن مواجه میشوند. ریخته گری شن و ماسه انتخاب بهتری است زمانی که:
- حجم تولید زیر 10000 تا 25000 قطعه در سال برای اندازه قطعات معمولی است.
- مواد مورد نیاز آهن، فولاد، فولاد ضد زنگ، آلیاژ مس یا هر فلز آهنی است
- اندازه یا وزن قطعه بیشتر از آن چیزی است که ماشینهای ریختهگری میتوانند از نظر فیزیکی در خود جای دهند
- تکرار طراحی محتمل است و هزینه های اصلاح ابزار باید کم نگه داشته شود
- هندسه داخلی، هسته ها یا گذرگاه های پیچیده مورد نیاز است
- عملیات حرارتی ریخته گری نهایی برای خواص مکانیکی کامل مورد نیاز است
- تحویل سریع اولین مقالات یا نمونه های اولیه در اولویت است
- قطعات جایگزین برای تجهیزات قدیمی یا سفارشی باید دوباره تولید شوند
ریختهگریهای دایکست جایگاه خود را در تولیدات مصرفکننده و خودروسازی با حجم بالا به دست میآورد که در آن قطعات آلومینیوم و روی باید با سرعت، با سطح عالی، با کمترین هزینه ممکن برای هر واحد تولید شوند. اما ریختهگری شن و ماسه طیف وسیعتری از نیازهای مهندسی را پوشش میدهد، طیف گستردهتری از مواد را مدیریت میکند، از نمونههای اولیه تا هزاران قطعه مقیاس میگیرد و در تمام سناریوهایی که اقتصاد دایکستینگ به سادگی کار نمیکند، مقرونبهصرفه باقی میماند. برای هر مهندس یا متخصص تدارکاتی که گزینههای فرآیند ریختهگری را ارزیابی میکند، ریختهگری شن و ماسه باید نقطه شروع باشد – و بار توجیه باید روی تغییر آن باشد، نه انتخاب آن.