دو روش اساسی ریخته گری: اتاق گرم و اتاق سرد
دو روش اساسی دایکاست عبارتند از ریخته گری اتاق گرم و ریخته گری اتاق سرد . این دو فرآیند یک هدف اساسی مشترک دارند - وادار کردن فلز مذاب به یک قالب فولادی سخت شده تحت فشار بالا برای تولید قطعات دقیق و قابل تکرار - اما تفاوت قابل توجهی در نحوه ذوب، جابجایی و تزریق فلز دارند. انتخاب روش اشتباه برای آلیاژ یا هندسه قطعه می تواند منجر به پر شدن ضعیف، تخلخل بیش از حد، سایش زودرس قالب و نرخ ضایعات پرهزینه شود. درک آنچه که این دو روش را از هم جدا می کند، نقطه شروع هر تصمیم جدی ریخته گری است.
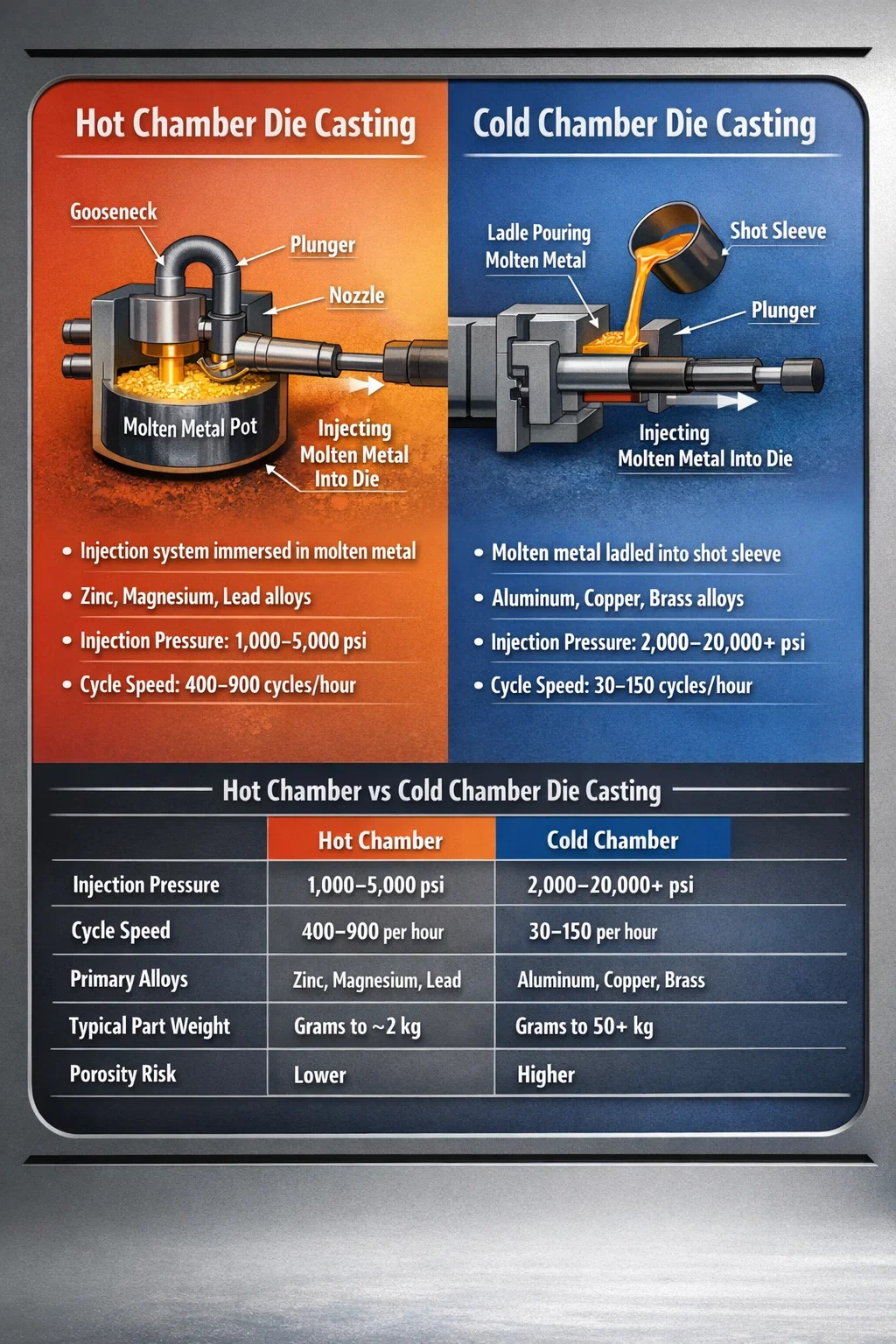
در اتاق گرم دایکستینگ ، مکانیسم تزریق مستقیماً در حمام فلز مذاب غوطه ور می شود. این دستگاه به طور خودکار فلز را به داخل سیلندر می کشد و آن را در یک چرخه مداوم و سریع به داخل قالب تزریق می کند. در ریخته گری محفظه سرد، فلز در یک کوره جداگانه ذوب می شود و سپس - به صورت دستی یا خودکار - قبل از هر چرخه تزریق به داخل یک غلاف شات قرار می گیرد. هر روش دارای آلیاژهای خاصی است که به خوبی از پس آن برمیآید، محدودههای فشار خاصی که در آن کار میکند، و حجم تولید خاصی که در آن منطق اقتصادی است.
ریخته گری اتاق داغ: فرآیند چگونه کار می کند
ریخته گری محفظه داغ - که گاهی به آن ریخته گری یقه غاز می گویند - سیستم تزریق را به طور دائم در ظرفی از فلز مذاب غوطه ور نگه می دارد. اجزای اصلی یک کانال فلزی یقه غازی شکل، یک پیستون و یک نازل است که مستقیماً روی قالب قرار می گیرد. هنگامی که پیستون جمع می شود، فلز مذاب از طریق یک پورت به داخل گردن غاز جریان می یابد. هنگامی که پیستون پیشروی میکند، درگاه را میبندد و فلز را از طریق نازل و به داخل حفره قالب با فشارهای معمولاً متفاوت از 1000 تا 5000 psi (7 تا 35 مگاپاسکال) .
از آنجایی که فلز هرگز در بین عکسها از سیستم گرمایش خارج نمیشود، چرخه بسیار سریع است. ماشین های اتاق گرم به طور معمول به دست می آورند 400 تا 900 چرخه در ساعت برای قطعات کوچک، آنها را برای تولید قطعات با حجم بالا مانند اتصالات الکتریکی، محفظه کاربراتور، سخت افزار قفل و قطعات اسباب بازی مناسب می کند. حذف پله ی جداگانه هم زمان چرخه و هم خطر تغییر دما بین شلیک ها را کاهش می دهد.
آلیاژهای سازگار با ریخته گری اتاق داغ
ریخته گری محفظه داغ به آلیاژهایی با نقطه ذوب پایین محدود می شود که به اجزای آهن و فولاد سیستم تزریق حمله نمی کنند یا آنها را حل نمی کنند. رایج ترین مواد عبارتند از:
- آلیاژهای روی (Zamak 2، 3، 5، 7) - تا حد زیادی بیشترین استفاده را دارند، با نقطه ذوب در حدود 380-420 درجه سانتیگراد
- آلیاژهای منیزیم (AZ91D، AM60) - به طور فزاینده ای در سیستم های اتاق گرم با طراحی ماشین های تخصصی استفاده می شود
- آلیاژهای سرب و قلع - در کاربردهای تخصصی کم حجم استفاده می شود
آلومینیوم، مس و برنج را نمی توان در ماشین های اتاق گرم پردازش کرد. دمای ذوب بالاتر آنها - آلومینیوم در حدود 660 درجه سانتیگراد ذوب می شود، برنج در حدود 900 درجه سانتیگراد - به سرعت اجزای آهنی یقه غاز و پیستون را حل می کند و ظرف چند ساعت پس از کار دستگاه را از بین می برد و مذاب را آلوده می کند.
تناژ ماشین و اندازه قطعه در عملیات اتاقک داغ
ماشینهای محفظه داغ معمولاً در نیروهای گیرهای موجود هستند زیر 5 تن تا حدود 900 تن ، اگرچه اکثر کارهای اتاق گرم بر روی ماشین هایی در محدوده 5 تا 400 تن انجام می شود. وزن قطعات برای ریخته گری روی معمولاً از چند گرم تا حدود 2 کیلوگرم است، اگرچه قطعات سنگین تر در ماشین های بزرگتر امکان پذیر است. دیوارههای نازک قابل دستیابی با روی - معمولاً تا 0.5 میلیمتر در ابزار دقیق - ریختهگری محفظه داغ را برای قطعات کوچکسازی شده و با جزئیات آماده میکنند.
ریخته گری اتاق سرد: فرآیند چگونه کار می کند
ریخته گری اتاق سرد کوره ذوب را به طور کامل از سیستم تزریق جدا می کند. فلز در یک کوره نگهدارنده خارجی ذوب می شود، سپس - توسط ملاقه دستی، ملاقه اتوماتیک یا پمپ الکترومغناطیسی - به یک آستین شات افقی یا عمودی منتقل می شود. هنگامی که حجم صحیح فلز در آستین قرار گرفت، پیستون تزریق پیشروی میکند و فلز را با فشارهایی که به طور قابلتوجهی بیشتر از تجهیزات محفظه داغ است، وارد قالب میکند: معمولا 2000 تا 20000 psi (14 تا 140 مگاپاسکال) ، با برخی از عملیات فشار بالا بیش از این محدوده برای قطعات آلومینیومی دیوار نازک.
جدا شدن کوره از دستگاه به این معنی است که اجزای تزریق به طور مداوم در معرض فلز مذاب قرار نمی گیرند. آنها فقط در لحظه کوتاه شلیک در معرض دید قرار می گیرند، که امکان استفاده از فلزاتی را فراهم می کند که سیستم محفظه داغ را از بین می برد. تبادل زمان چرخه کندتر است - بیشتر عملیات اتاق سرد در آن انجام می شود 30 تا 150 شلیک در ساعت بسته به وزن قطعه، ضخامت دیواره و آلیاژ - و مراحل فرآیند اضافی که در صورت عدم کنترل دقیق می توانند تغییرات دما را ایجاد کنند.
آلیاژهای مورد استفاده در ریخته گری در اتاق سرد
ریخته گری اتاق سرد طیف وسیعی از آلیاژها را با دمای ذوب بالاتر اداره می کند، از جمله:
- آلیاژهای آلومینیوم (A380، A383، A360، ADC12) - ماده غالب در کار اتاق سرد، مورد استفاده در خودرو، هوا فضا، و لوازم الکترونیکی مصرفی
- آلیاژهای مس و برنج - برای قطعات لوله کشی، اتصالات الکتریکی و سخت افزارهای دریایی که در آن مقاومت در برابر خوردگی و استحکام مهم است استفاده می شود
- آلیاژهای منیزیم (AZ91D، AM50) - به طور فزاینده ای در اتاق سرد برای قطعات ساختاری بزرگ رایج است، اگرچه منیزیم در سیستم های اتاق گرم نیز قابل پردازش است.
- تومباک سیلیکونی و آلیاژهای تخصصی پایه مس - در کاربردهای دقیق طاقچه استفاده می شود
آلیاژ آلومینیوم A380 پرمصرف ترین آلیاژ ریخته گری در جهان است و تقریباً تمام آن از طریق ماشین های اتاق سرد پردازش می شود. این ترکیبی عالی از قابلیت ریختهگری، استحکام مکانیکی (استحکام کششی تقریباً 317 مگاپاسکال)، مقاومت در برابر خوردگی و هزینه را ارائه میدهد، به همین دلیل است که بر ریختهگری ساختاری خودرو، سینکهای حرارتی و محفظههای موتور غالب است.
تناژ ماشین و مقیاس قطعه
مقیاس ماشین های اتاق سرد به طور قابل توجهی بزرگتر از تجهیزات اتاق گرم است. نیروهای بستن از اطراف متغیر است 150 تن تا 6000 تن یا بیشتر برای ماشین های ریخته گری بزرگ که اکنون در برنامه های گیگاکستینگ خودرو استفاده می شود. یک پرس محفظه سرد 4000 تنی که توسط یک سازنده خودرو استفاده میشود، میتواند یک بخش کامل زیر بدنه عقب خودرو - یک ریختهگری آلومینیومی منفرد که جایگزین بیش از 70 قطعه فولادی مهر و موم شده و جوش داده شده - در یک شات تولید کند. تسلا این رویکرد را با فناوری Giga Press خود رایج کرد و از آن زمان این رویکرد توسط چندین OEM در سراسر جهان پذیرفته شده است.
مقایسه مستقیم: اتاق داغ vs اتاق سرد Die Casting
جدول زیر تفاوت های اساسی بین دو روش ریخته گری دایکاست را در پارامترهایی که در برنامه ریزی تولید بیشترین اهمیت را دارند، خلاصه می کند:
| پارامتر | Hot Chamber | Cold Chamber |
|---|---|---|
| فشار تزریق | 1000 تا 5000 psi | 2000–20000 psi |
| سرعت چرخه | 400-900 سیکل در ساعت | 30-150 سیکل در ساعت |
| آلیاژهای اولیه | روی، منیزیم، سرب | آلومینیوم، مس، برنج، منیزیم |
| محدوده تناژ ماشین | 5 تا 900 تن | 150-6000 تن |
| قرار گرفتن در معرض دمای فلز در معرض دستگاه | مستمر | فقط در هر شات |
| وزن قطعه معمولی | گرم تا 2 کیلوگرم | گرم تا 50 کیلوگرم |
| خطر تخلخل | پایین تر (فرصت های هواگیری کمتر) | بالاتر (نیازمند کنترل دقیق نمایه شات) |
| هزینه ابزار | پایین تا متوسط | متوسط به بالا |
ملاحظات طراحی قالب که بین دو روش متفاوت است
خود قالب - قالب فولادی ابزار سخت شده H13 که فلز مذاب به آن وارد می شود - از نظر مفهومی در هر دو فرآیند مشابه است، اما الزامات مهندسی بر اساس فشارهای موجود و بارهای حرارتی اعمال شده متفاوت است.
طراحی دروازه و سیستم های دونده
در اتاق گرم dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 تا 50 متر بر ثانیه .
قالب های محفظه سرد برای آلومینیوم به هندسه دونده دقیق برای مدیریت ویسکوزیته بالاتر آلومینیوم در دمای ریخته گری و خطر انجماد زودرس در طول پر شدن نیاز دارند. سرعت دروازه برای آلومینیوم معمولاً هدف قرار می گیرد 40 تا 60 متر بر ثانیه و نمایه شات - فاز آهسته، فاز سریع و فشار تشدید - باید دقیقاً برای جلوگیری از پر شدن آشفته، که محرک اصلی تخلخل در ریخته گری آلومینیوم است، برنامه ریزی شود.
مدیریت حرارتی و دای لایف
هر دو نوع قالب برای مدیریت گرما به کانالهای خنککننده داخلی آب یا روغن متکی هستند، اما قالبهای آلومینیومی محفظه سرد به دلیل اختلاف دمای بیشتر بین مذاب آلومینیوم (~680 درجه سانتیگراد در هنگام ریختهگری) و دمای سطح قالب (معمولاً در 180 تا 260 درجه سانتیگراد حفظ میشود) با شوک حرارتی بیشتری مواجه میشوند. این چرخه حرارتی محرک اصلی بررسی حرارت است - شبکه ای از ترک های سطحی ریز که در نهایت کیفیت سطح قالب را کاهش می دهد. قالب های محفظه سرد H13 برای آلومینیوم معمولاً عمر مفیدی دارند 100000 تا 300000 شات ، در حالی که محفظه داغ می میرد روی می تواند اجرا شود 1 میلیون شات یا بیشتر قبل از نیاز به دوباره کاری قابل توجه
تخلخل: چالش کلیدی کیفیت در هر دو روش
تخلخل - حفره های درون ریخته گری ناشی از گاز به دام افتاده یا انقباض - مشکل اصلی در ریخته گری دایکاست بدون توجه به اینکه کدام روش استفاده می شود، اما علل و راه حل های آن بین فرآیندهای اتاق سرد و گرم متفاوت است.
در اتاق گرم die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
در ریخته گری محفظه سرد، آستین شات باز منبع اصلی حباب هوا است. با پیشروی پیستون، باید هوای موجود در آستین را جلوتر از فلز فشار دهد. سرعت مناسب شلیک آهسته - معمولا 0.1 تا 0.5 متر بر ثانیه در مرحله اول - به موجی از فلز اجازه میدهد تا قبل از شروع تزریق سریع، هوا را به سمت چاههای سرریز و دریچهها فشار دهد. اشتباه گرفتن این نقطه انتقال حتی با چند میلی متر حرکت پیستون می تواند منجر به 10 تا 20٪ سطوح تخلخل بالاتر در قسمت نهایی شود. ریخته گری به کمک خلاء، که حفره قالب و آستین شات را قبل از تزریق تخلیه می کند، می تواند تخلخل را در قطعات آلومینیومی محفظه سرد تا سطوحی کاهش دهد که امکان عملیات حرارتی و جوشکاری ساختاری را فراهم می کند - قابلیت هایی که با ریخته گری های آلومینیومی معمولی امکان پذیر نیست.
زمان انتخاب ریخته گری اتاق داغ
ریخته گری اتاق داغ انتخاب مناسبی است که شرایط زیر اعمال شود:
- جنس قطعه روی، منیزیم یا آلیاژ دیگری با نقطه ذوب پایین سازگار با سیستم گردن غاز است.
- حجم تولید بالا است - معمولاً بیش از 50000 تا 100000 قطعه در سال برای توجیه سرمایه گذاری ابزارآلات
- وزن قطعه نسبتاً کم است، معمولاً برای روی کمتر از 1 تا 2 کیلوگرم است
- دقت ابعاد بسیار مهم است - ریخته گری روی به طور معمول تحمل 0.05± میلی متر را در ویژگی های بحرانی بدون ماشین کاری ثانویه به دست می آورد.
- دیوارهای نازک مورد نیاز است - روی را می توان به ضخامت دیوارهای زیر 0.5 میلی متر در ابزار بهینه ریخته گری کرد.
- کیفیت پرداخت سطح در اولویت است - ریخته گری های روی دارای سطحی عالی و مناسب برای آبکاری مستقیم یا رنگ آمیزی بدون آماده سازی گسترده هستند.
صنایع رایجی که از ریخته گری محفظه داغ استفاده می کنند شامل لوازم الکترونیکی مصرفی (اتصال، براکت، لولا)، خودرو (قفل، اجزای سیستم سوخت، محفظه حسگر)، سخت افزار (دستگیره در، اتصالات مبلمان) و اسباب بازی ها و اقلام جدید است.
زمان انتخاب قالب ریخته گری اتاق سرد
ریخته گری اتاق سرد فرآیند مناسبی است که:
- آلیاژ آلومینیوم، مس، برنج یا ماده ای با نقطه ذوب بالا است که با تجهیزات اتاق گرم ناسازگار است.
- اندازه و وزن قطعه از محدودیت های عملی تجهیزات اتاق گرم فراتر می رود
- عملکرد سازه مورد نیاز است - ریخته گری آلومینیومی نسبت مقاومت به وزن را به طور قابل توجهی بهتر از روی برای کاربردهای باربر ارائه می دهد.
- مقاومت در برابر خوردگی در محیطهای خشن مورد نیاز است - لایه اکسید طبیعی آلومینیوم محافظتی را فراهم میکند که آلیاژهای روی در برخی از محیطها بدون پوشش نمیتوانند مطابقت داشته باشند.
- این کاربرد در پیشرانههای خودرو، براکتهای هوافضا یا تجهیزات صنعتی است که ترکیبی از وزن سبک و یکپارچگی ساختاری، هزینه ابزار و ماشین بالاتر را توجیه میکند.
کاربردهای اصلی ریخته گری محفظه سرد شامل محفظه انتقال خودرو، بلوک موتور، محفظه باتری وسایل نقلیه الکتریکی، شاسی سرور کامپیوتر، بدنه سوپاپ های هیدرولیک و اجزای موتورهای بیرونی دریایی است. بازار جهانی ریخته گری آلومینیوم به تنهایی بیش از حد ارزش گذاری شد 50 میلیارد دلار در سال 2023 ، نشان دهنده تسلط ریخته گری آلومینیوم اتاق سرد در تولید مدرن است.
ساختار هزینه: ابزار، زمان ماشین و اقتصاد هر قسمت
مقرون به صرفه بودن ریخته گری به شدت به روش مورد استفاده بستگی دارد، زیرا این دو فرآیند دارای مشخصات هزینه بسیار متفاوتی هستند.
هزینه های ابزار
ابزار ریخته گری بدون در نظر گرفتن روش گران است، زیرا قالب ها باید میلیون ها چرخه فشار را در یک محیط ساینده و گرما تحمل کنند. قالبهای روی محفظه داغ برای قطعات نسبتاً پیچیده معمولاً بین قیمتگذاری میشوند 15000 و 80000 دلار . قالب های آلومینیومی محفظه سرد برای پیچیدگی قابل مقایسه هزینه بیشتر - اغلب 30000 تا 150000 دلار یا بالاتر - زیرا فشارهای تزریق بالاتر مستلزم ساخت قالب قوی تر و مهندسی مدار خنک کننده پیچیده تر است. محفظه سرد ساختاری بزرگ برای برنامه های کاربردی خودرو می تواند اجرا شود 500000 دلار یا بیشتر .
هزینه هر قطعه و حجم سرسام آور
از آنجایی که ریخته گری دایکست دارای هزینه های ثابت بالا (ابزار، راه اندازی) و هزینه های متغیر نسبتاً پایین برای هر قطعه (فلز، زمان ماشین، کار) است، هر دو روش در حجم های بالا مقرون به صرفه هستند. نقطه سربه سر - که در آن ریخته گری دایکست ارزان تر از جایگزین هایی مانند ریخته گری شن و ماسه، ریخته گری سرمایه گذاری یا ماشینکاری از بیلت می شود - بر اساس پیچیدگی قطعه متفاوت است، اما به طور کلی در جایی بین قطعات 10000 و 50000 برای اتاق گرم روی و 20000 و 100000 قسمت برای آلومینیوم محفظه سرد، بسته به اندازه قطعه و پیچیدگی ویژگی.
هزینه مواد یکی دیگر از موارد تمایز است. آلیاژ روی (Zamak 3) تقریباً هزینه دارد 2.00-2.50 دلار به ازای هر کیلوگرم در قیمت قرارداد صنعتی معمولی آلیاژ آلومینیوم A380 نزدیک تر است 2.50-3.50 دلار به ازای هر کیلوگرم اما چگالی کمتر آلومینیوم (2.7 g/cm³ در مقابل 6.6 g/cm³ روی) به این معنی است که برای یک حجم قطعه معین، یک ریختهگری آلومینیوم از وزن بسیار کمتری از فلز استفاده میکند که تا حدی تفاوت قیمت را جبران میکند.
تغییرات در حال ظهور در روش های ریخته گری دو هسته ای
در حالی که محفظه گرم و محفظه سرد دو روش اساسی ریخته گری دایکاست، چندین نوع فرآیند برای رفع محدودیت های خاص هر کدام توسعه یافته اند.
ریخته گری تحت خلاء
ریخته گری تحت خلاء که برای هر دو روش اعمال می شود، اما به ویژه برای آلومینیوم محفظه سرد مهم است، حفره قالب و آستین شات را قبل از تزریق تخلیه می کند و تخلخل گاز را تا سطوحی کاهش می دهد که عملیات حرارتی T5 و T6 را امکان پذیر می کند. این باعث می شود ریخته گری آلومینیوم ساختاری قابل جوش باشد و برای کاربردهای حیاتی ایمنی مانند سازه های تصادف خودرو و اجزای تعلیق مناسب باشد. ماشینهای محفظه سرد با کمک خلاء هزینه و پیچیدگی را اضافه میکنند اما میتوانند نرخ ضایعات را کاهش دهند 30 تا 50 درصد در کاربردهای حساس به تخلخل
ریخته گری نیمه جامد (Thixocasting و Rheocasting)
فرآیندهای ریخته گری فلز نیمه جامد - ریخته گری تیکسو و ریوکستینگ - به جای مذاب کامل، فلز را در حالت نیمه جامد و دوغاب مانند تزریق می کنند. این به طور چشمگیری تخلخل را کاهش می دهد زیرا فلز گاز محلول را مانند فلز کاملاً مایع حمل نمی کند و الگوی پر کننده غیر متلاطم هوای بسیار کمتری را به دام می اندازد. فرآیندهای نیمه جامد در اطراف سکوهای دستگاه محفظه سرد ساخته می شوند اما از پروفیل های شات اصلاح شده و آماده سازی تخصصی بیلت استفاده می کنند. نتیجه، ریخته گری هایی با خواص مکانیکی نزدیک به قطعات آهنگری است. قطعات آلومینیومی Rheocast A356 به استحکام کششی بالا دست می یابند 310 مگاپاسکال با کشیدگی 10 درصد یا بیشتر - به طور قابل توجهی بهتر از ریخته گری اتاق سرد معمولی A380.
ریخته گری فشرده
ریخته گری تحت فشار - که گاهی اوقات به عنوان دسته سوم ریخته گری قالب طبقه بندی می شود - اصول ریخته گری و آهنگری را با هم ترکیب می کند. فلز در قالب باز ریخته می شود، سپس یک پانچ فشار وارد می کند 50 تا 150 مگاپاسکال همانطور که فلز جامد می شود، تخلخل انقباض را به طور کامل از بین می برد. این فرآیند از سکوهای ماشین محفظه سرد استفاده می کند و قطعاتی با تخلخل نزدیک به صفر و خواص مکانیکی عالی تولید می کند، اما نسبت به ریخته گری اتاق سرد معمولی کندتر و گرانتر است. برای اجزای هوافضا، کالیپرهای ترمز خودرو و سایر کاربردهای پر استرس استفاده می شود.
نحوه انتخاب روش ریخته گری مناسب برای قطعه خود
انتخاب فرآیند ریخته گری مناسب با آلیاژ شروع می شود، زیرا آلیاژ در اکثر طرح ها غیر قابل مذاکره است. اگر الزامات مهندسی نیاز به آلومینیوم - از نظر وزن، استحکام یا عملکرد حرارتی دارد - اتاق سرد تنها گزینه عملی در ریختهگری با دایکاست. اگر روی به دلیل دقت، قابلیت دیواره نازک و سازگاری با آبکاری قابل قبول یا ترجیح داده شود، محفظه گرم به مسیر سریعتر و کم هزینه تبدیل می شود.
پس از انتخاب آلیاژ، سوالات زیر به محدود کردن تصمیم کمک می کند:
- حجم سالانه چقدر است؟ هر دو روش برای مقرون به صرفه بودن نیاز به حجم دارند، اما آلومینیوم محفظه سرد به حجم بیشتری نیاز دارد تا هزینه های ابزارآلات بالاتر را جبران کند.
- وزن قطعه و وزن شات پیش بینی شده چقدر است؟ قطعات بیش از 2 کیلوگرم در روی غیر معمول هستند. قطعات بیش از 5 کیلوگرم در آلومینیوم ممکن است به ماشین های اتاق سرد بسیار بزرگ نیاز داشته باشند.
- آیا ویژگی های حساس به تخلخل وجود دارد؟ گذرگاه های هیدرولیکی یا گره های ساختاری مقاوم در برابر فشار که جوش داده می شوند به محفظه سرد با کمک خلاء یا پردازش نیمه جامد نیاز دارند.
- چه سطحی مورد نیاز است؟ ریخته گری اتاق داغ روی به طور مستقیم آبکاری را می پذیرد. ریختهگریهای محفظه سرد آلومینیومی معمولاً با پوشش پودری، آنودایز شده یا خالی باقی میمانند.
- محیط عملیاتی چیست؟ دماهای بالاتر از 150 درجه سانتیگراد آلیاژهای روی را به دلیل از دست دادن استحکام رد می کند. آلومینیوم بسته به آلیاژ در دمای 200 تا 250 درجه سانتیگراد عملکرد خوبی دارد.
کار کردن با این سؤالات با ریخته گری ریخته گری در مرحله طراحی - قبل از اینکه ابزارسازی متعهد شود - مطمئن ترین راه برای رسیدن به فرآیند مناسب برای برنامه شما است. بررسی طراحی برای ساخت (DFM) توسط یک مهندس دایکاست با تجربه میتواند زوایای پیشکشی، انتقال ضخامت دیوار و موقعیتهای خط جدایی را شناسایی کند که بر نوع ماشین و روش تزریق کمترین نرخ ضایعات و طولانیترین عمر قالب را برای هندسه قطعه خاص شما تأثیر میگذارد.