ریخته گری گام به گام پردازش
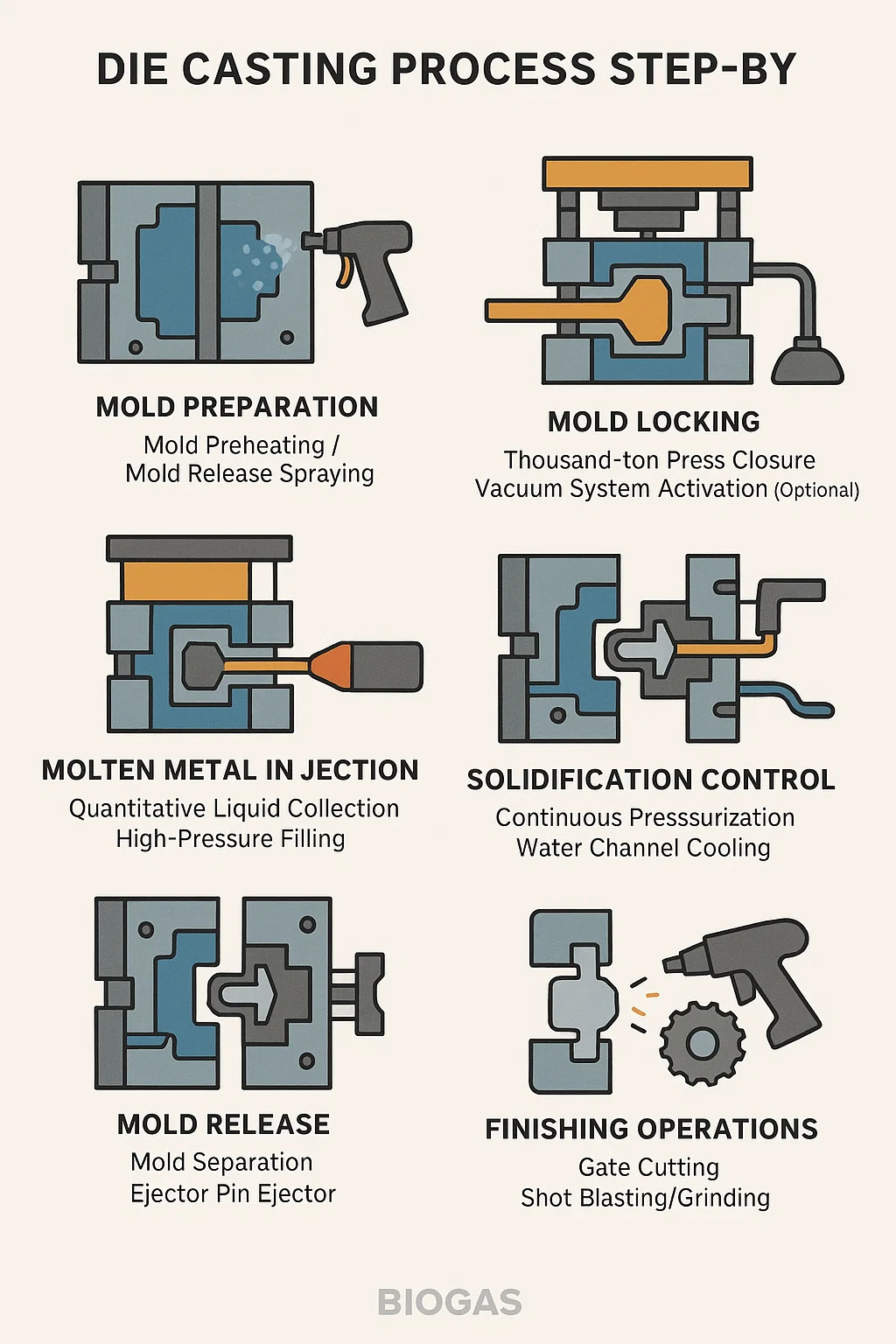
1. آماده سازی قالب (مرحله اصلی)
پیش گرم کردن قالب: قالب استیل را تا 150-200 درجه سانتیگراد گرم کنید تا از پاشیدن آلومینیوم مذاب یا خاموش شدن سرد جلوگیری شود.
پاشش انتشار قالب: از یک اسلحه غبار هوا استفاده کنید تا به طور مساوی حفره (امولسیون مبتنی بر آب) را برای محافظت از قالب و کمک به مواد مخدر اسپری کنید.
2. قفل قالب (ایمنی بحرانی)
بسته شدن مطبوعات هزار تنی: قالب های فوقانی و تحتانی به صورت هیدرولیکی قفل شده اند تا در برابر فشار تزریق بالا مقاومت کنند (> 500 تن نیروی بستن).
فعال سازی سیستم خلاء (اختیاری): برای کاهش تخلخل هوا ، هوا را از حفره قالب تخلیه کنید.
3. تزریق فلز مذاب (تزریق با سرعت بالا)
جمع آوری مایع کمی: آلومینیوم مذاب (تقریباً 660 درجه سانتیگراد) به طور خودکار از کوره در محفظه تزریق قرار می گیرد.
پر کردن فشار بالا: یک پیستون آلومینیوم مذاب را با سرعت توپ (30-100 متر بر ثانیه) به حفره قالب تزریق می کند و حفره را در فاصله 0.01-0.3 ثانیه پر می کند.
4. کنترل جامد سازی
فشار مداوم: پیستون برای جبران انقباض آلومینیوم مذاب در حین جامد ، فشار بالایی را برای 10-30 ثانیه حفظ می کند.
خنک کننده کانال آب: آب سرد در داخل قالب گردش می کند تا گرما را از بین ببرد و به این قسمت اجازه می دهد تا به سرعت محکم شود.
5. انتشار قالب
جداسازی قالب: مطبوعات آزاد می شوند و قالب های فوقانی و تحتانی باز می شوند.
پین پین Ejector: یک پین اکسید کننده داخلی قسمت را بیرون می کشد و زباله های دونده را از بین می برد (تقریباً 30 ٪ از مواد).
6. عملیات پایان
برش دروازه: برش هیدرولیک سیستم دروازه و سرریز را از بین می برد.
انفجار شات/سنگ زنی: فلاش خط را از بین می برد.
عملیات حرارتی (اجزای کلیدی): سخت شدن T6 سختی را افزایش می دهد. $ $