توضیح دقیق سطح مشترک نقص ها در ریخته گری آلومینیوم
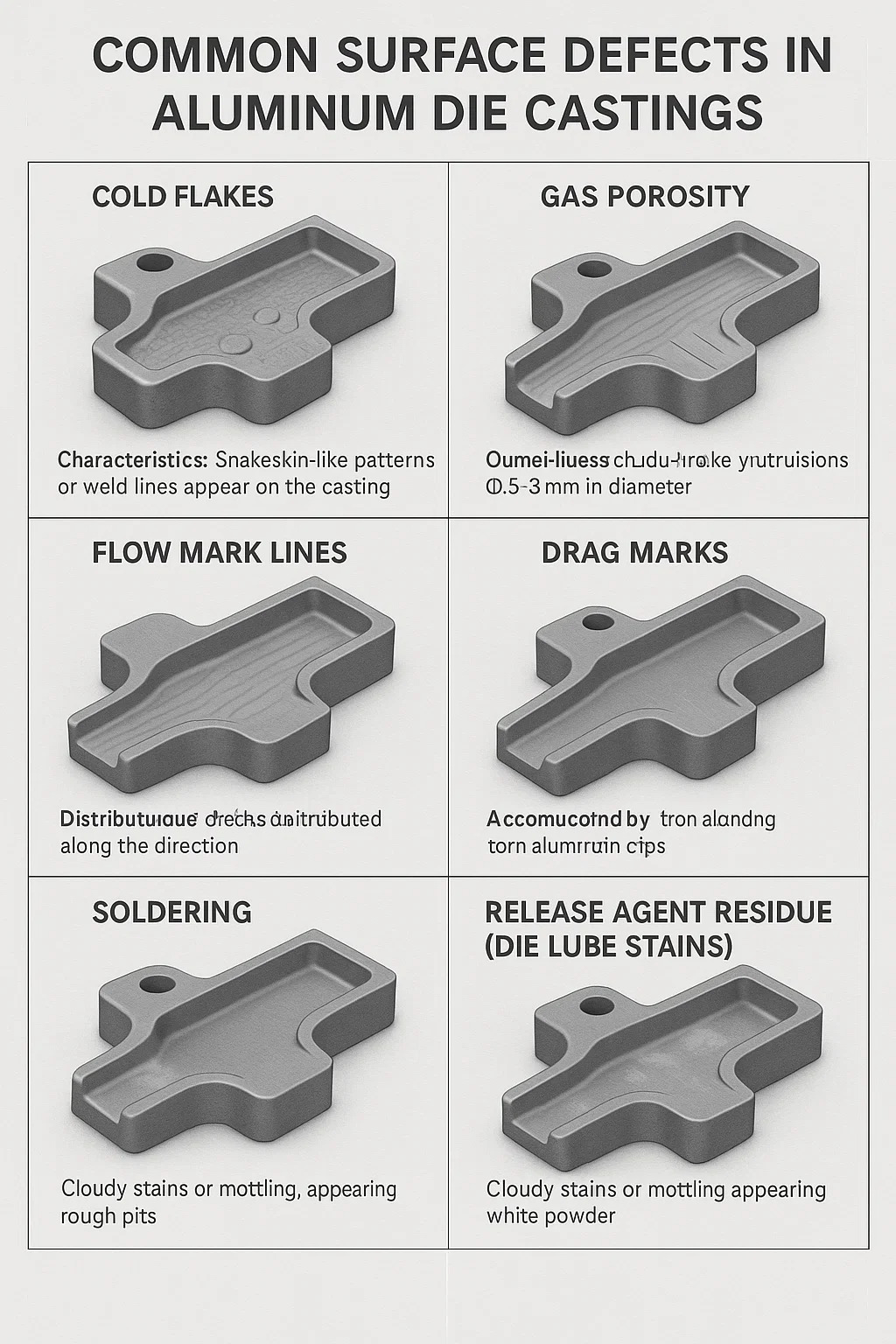
1. پولک های سرد
ویژگی ها: الگوهای پوست مار مانند یا خطوط جوش روی سطح ریخته گری ظاهر می شوند و سطح ناهموار به نظر می رسد.
علت: دمای پایین آلومینیوم مذاب یا سرعت تزریق آهسته، که منجر به شکست دو جریان آلومینیوم در فیوز می شود.
آسیب: کاهش شدید مقاومت سازه ای، به ویژه در مناطق دیواره نازک مستعد ترک خوردن.
2. تخلخل گاز
ویژگی ها: برآمدگی های صاف و حباب مانند (قطر 0.5-3 میلی متر) روی سطح ظاهر می شوند که پاره می شوند تا سوراخ ها آشکار شوند.
علل:
تهویه ضعیف قالب (پین های اجکتور مسدود شده/سطح جداسازی)
تولید بیش از حد بخار عامل رهاسازی
مناطق پرخطر: ریشه دنده ها و بالای حفره های بسته.
3. کشیدن علامت
ویژگی ها: خراش های طولانی و خطی در امتداد جهت پیش نویس، گاهی اوقات با تراشه های آلومینیومی پاره شده همراه است.
علل:
زاویه پیش نویس ناکافی (مثلاً کمتر از 1°)
خراش یا پرداخت ناکافی روی سطح حفره قالب.
4. خطوط علامت جریان
مشخصات: رگه های رنگی موج دار که در امتداد جهت جریان آلومینیوم مذاب توزیع شده اند
علل:
طراحی نامناسب دروازه منجر به جریان آشفته
طبقه بندی دمای آلومینیوم (خنک کننده سریع سطح)
5. بررسی حرارت
ویژگی ها: شبکه ای از ریزترک ها که اغلب در ناحیه انتقال ضخیم-نازک رخ می دهد
علل:
گرم شدن بیش از حد قالب محلی (سیستم آب خنک کننده ناموفق)
جهش زودرس، انجماد ناقص قسمت داخلی
6. لحیم کاری
ویژگی ها: سطح ریخته گری به فولاد قالب می چسبد و گودال های ناهموار را تشکیل می دهد
علل:
ضربه مستقیم آلومینیوم بر روی فولاد قالب (به عنوان مثال، ضربه مستقیم دروازه بر روی هسته)
سایش پوشش سطح قالب
7. باقیمانده عامل رهاسازی (لکه های لوب بمیر)
مشخصات: لکه های ابری یا پودر سفید، لکه دار شدن پس از آنودایز
علل:
اتمیزه شدن ضعیف اسپری و در نتیجه تجمع در گوشه ها
حذف ناقص در طول فرآیند دمیدن هوا