
راهنمای ریخته گری آلومینیوم
چه هستند ریخته گری آلومینیوم پروژه ها - و چرا آنها بر تولید مدرن تسلط دارند
پروژههای ریختهگری آلومینیوم همه چیز را در بر میگیرد، از ریزشهای کوچک در حیاط خلوت سرگرمیها گرفته تا تولیدات صنعتی با حجم بالا برای بخشهای هوافضا و خودرو. پاسخ کوتاه: ریختهگری آلومینیوم یکی از همهکارهترین، مقرونبهصرفهترین و مقیاسپذیرترین روشهای فلزکاری است که امروزه در دسترس است، و گستره پروژههای قابل دوام - از مجسمههای باغی زینتی گرفته تا بلوکهای موتور ساختاری - واقعاً بسیار زیاد است. اگر ارزیابی میکنید که آیا روش ریختهگری آلومینیوم با کاربرد شما مطابقت دارد، پاسخ تقریباً همیشه مثبت است، مشروط بر اینکه فرآیند ریختهگری مناسب را برای هندسه، الزامات تحمل و حجم تولید خود انتخاب کنید.
چگالی آلومینیوم تقریباً روی آن است 2.7 گرم بر سانتی متر مکعب ، کمتر از یک سوم فولاد است، اما آلیاژهای آلومینیوم مدرن به استحکام کششی بالاتر از 500 مگاپاسکال می رسند. این نسبت استحکام به وزن همان چیزی است که ریختهگری آلومینیوم را به بخشهای پرتقاضا سوق داده است. بازار جهانی ریخته گری آلومینیوم تقریباً ارزش گذاری شد 67.5 میلیارد دلار در سال 2023 طبق دادههای منتشر شده توسط گراند ویو ریسرچ، پیشبینی میشود تا سال 2030 از 95 میلیارد دلار فراتر رود - نرخ رشد سالانه مرکب که عمدتاً ناشی از پذیرش خودروهای الکتریکی (EV) و الزامات سبکوزن در صنایع حملونقل است.
این مقاله چشمانداز کامل را پوشش میدهد: فرآیندهای ریختهگری اصلی، بهترین آلیاژهای آلومینیوم برای انواع پروژههای خاص، قوانین طراحی که از نقص جلوگیری میکنند، نمونههای پروژه در دنیای واقعی با دادههای تولید، تکنیکهای تکمیل، و نگاه صادقانه به هزینه و انتظارات زمان انجام. خواه سازنده ای باشید که برای اولین بار ریخته گری شن و ماسه را برنامه ریزی می کند یا مهندس محصولی که ابزار ریخته گری دایکاست را ارزیابی می کند، اطلاعات زیر به گونه ای سازماندهی شده است که فورا مفید باشد.
فرآیندهای ریخته گری آلومینیوم پنج هسته ای - در کنار هم مقایسه شده اند
انتخاب فرآیند مناسب، مهم ترین تصمیم در هر پروژه ریخته گری آلومینیوم است. هر روش تعادل متفاوتی از هزینه ابزار، پرداخت سطح، تحمل ابعادی، حداقل ضخامت دیوار و مقدار سفارش اقتصادی ارائه می دهد. جدول زیر مبادلات عملی را نشان می دهد.
| فرآیند | هزینه ابزار | پایان سطح (Ra) | تحمل (معمولی) | بهترین محدوده صدا | حداقل ضخامت دیوار |
|---|---|---|---|---|---|
| ریخته گری شن و ماسه | کم (500-5000 دلار) | 12-25 میکرومتر | ± 0.5-1.5 میلی متر | 1-5000 عدد | 3-5 میلی متر |
| قالب دائمی (قالب جاذبه) | متوسط (5000-30000 دلار) | 3-6 میکرومتر | ± 0.25-0.5 میلی متر | 1000-50000 عدد | 2-3 میلی متر |
| ریخته گری فشار بالا (HPDC) | بالا (20000-200000 دلار) | 1-2 میکرومتر | ± 0.05-0.15 میلی متر | 10000–1000000 عدد | 0.8-1.5 میلی متر |
| ریخته گری سرمایه گذاری (مم گمشده) | متوسط-بالا (3000-50000 دلار) | 1.5-3 میکرومتر | ± 0.1-0.25 میلی متر | 100-20000 عدد | 1-2 میلی متر |
| ریخته گری فوم گم شده | کم متوسط (1000 تا 15000 دلار) | 5-10 میکرومتر | ± 0.3-0.8 میلی متر | 500-30000 عدد | 2-4 میلی متر |
ریخته گری شن و ماسه: نقطه ورود برای پروژه های آلومینیومی سفارشی
ریخته گری شن و ماسه در دسترس ترین روش ریخته گری آلومینیوم برای کارهای سفارشی، کم حجم یا نمونه اولیه باقی می ماند. ماسه سبز (مخلوطی از ماسه سیلیس، خاک رس بنتونیت و رطوبت) در اطراف یک الگوی چوب یا یورتان بسته بندی می شود، الگوی آن برداشته می شود و آلومینیوم مذاب - معمولاً در دمای 660 تا 720 درجه سانتیگراد - در حفره ریخته می شود. زمان چرخه در مقایسه با دایکاست کند است، اما اساساً هیچ محدودیتی در اندازه بالایی وجود ندارد. کارخانه ریختهگری GM در Defiance، اوهایو، بلوکهای موتور آلومینیومی ریختهگریشده با شن و ماسه را با وزن بیش از 40 کیلوگرم با استفاده از خطوط قالبگیری خودکار صفحه کبریت میریزد - نشان میدهد که ترازوهای ریختهگری شن و ماسه با ابزار مناسب، فراتر از استفاده سرگرمی است.
برای پروژه های ریخته گری حیاط خلوت، ماسه سبز برای مخلوط کردن و استفاده مجدد ارزان است. یک فلاسک دو قسمتی پایه می تواند نتایج عالی را با آلیاژهایی مانند A356 یا 319 ایجاد کند. متغیر مهم میزان رطوبت است: خیلی مرطوب تخلخل بخار تولید می کند. خیلی خشک فرو می ریزد هدف تقریباً است رطوبت 2 تا 4 درصد وزنی ، به راحتی با تست پینچ بررسی می شود.
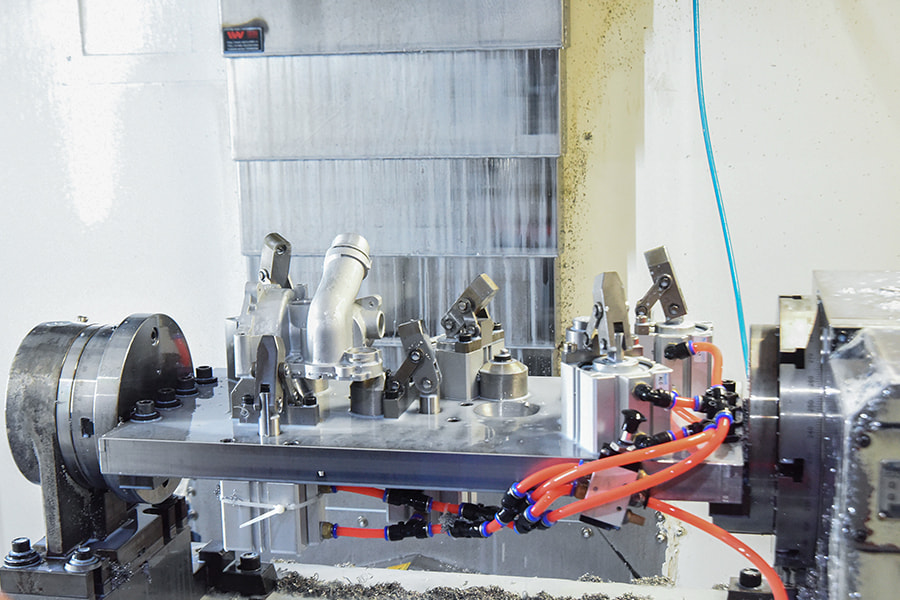
ریخته گری فشار بالا: حجم، دقت و دیوارهای نازک
HPDC آلومینیوم مذاب را در یک قالب فولادی سخت شده در فشار تزریق می کند 10-175 مگاپاسکال ، حفره را در میلی ثانیه پر می کند. این فرآیند فوقالعاده سریع است - زمانهای چرخه 30 تا 120 ثانیه برای قطعات با پیچیدگی متوسط معمول است - و قطعاتی شبیه شبکه را با ضخامت دیوارههای کمتر از 0.8 میلیمتر در طرحهای بهینه تولید میکند. بخش خودرو کاربر غالب است. با توجه به انجمن آلومینیوم، تقریبا 75٪ از تمام ریخته گری های آلومینیومی خودرو از طریق HPDC، از جمله میل لنگ موتور، محفظه گیربکس، و به طور فزاینده ای، اجزای ساختاری بزرگ تولید شده توسط ماشین های ریخته گری بزرگ (گیگا پرس) با نیروی گیره تا 9000 تن تولید می شوند، فناوری که توسط تسلا پیشگام شد و اکنون توسط تویوتا، ولوو و دیگران به کار گرفته شده است.
معاوضه اصلی HPDC تخلخل است: گیر افتادن هوا در طی پر شدن سریع حفره های میکروسکوپی ایجاد می کند که می تواند یکپارچگی ساختار را به خطر بیندازد و از عملیات حرارتی جلوگیری کند. ریخته گری به کمک خلاء (VADC) این را به میزان قابل توجهی کاهش می دهد و عملیات حرارتی T6 را امکان پذیر می کند و استحکام کششی را حتی با آلیاژهای سیلیکون ثانویه به بالای 300 مگاپاسکال فشار می دهد.
آلیاژهای ریخته گری آلومینیوم - مواد مطابق با الزامات پروژه
همه آلیاژهای آلومینیوم ریختن یا عملکرد یکسانی ندارند. آلیاژهای آلومینیوم ریخته گری با یک سیستم چهار رقمی (به عنوان مثال، A380، A356، 319) مشخص می شوند که عناصر آلیاژی اولیه و ترکیب آنها را نشان می دهد. انتخاب آلیاژ بر سیالیت، مقاومت در برابر پارگی داغ، استحکام مکانیکی، مقاومت در برابر خوردگی و ماشینکاری تأثیر میگذارد که همه اینها بین خانوادههای آلیاژ به طور قابل توجهی متفاوت است.
A380
A380 - اسب کار همه منظوره HPDC
A380 (Al-Si8.5Cu3.5) بیش از آن را به خود اختصاص داده است 85٪ از تمام ریخته گری های آلومینیومی در آمریکای شمالی، طبق انجمن آلومینیوم. محتوای سیلیکون بالای آن (7.5-9.5٪) سیالیت عالی و حداقل انقباض می دهد، در حالی که افزوده های مس استحکام کششی را به 317 مگاپاسکال می رساند. برای آنودایز کردن مناسب نیست (مقدار مس باعث ایجاد لکه می شود)، اما به خوبی پوشش پودری و رنگ را می گیرد. برای محفظه های الکترونیکی، براکت های خودرو، محفظه ابزار برقی و منیفولدهای پنوماتیک استفاده می شود.
A356
A356 - آلیاژ ساختاری و ظاهری
A356 (Al-Si7Mg0.3) انتخاب استاندارد برای پروژه های شن و ماسه و قالب دائمی است که در آن عملیات حرارتی T6 برنامه ریزی شده است. پس از عملیات محلول در دمای 538 درجه سانتی گراد و پیری مصنوعی در دمای 154 درجه سانتی گراد، A356-T6 استحکام کششی را ارائه می کند. 262 مگاپاسکال و قدرت تسلیم 186 مگاپاسکال - به طور قابل ملاحظه ای بهتر از مقادیر به عنوان بازیگر. محتوای کم مس به این معنی است که به طور تمیز آنودایز می شود و آن را برای ریخته گری های معماری، وسایل روشنایی، چرخ های پس از فروش، و محفظه های هوافضا محبوب می کند. جوش پذیری عالی این آلیاژ یک مزیت ثانویه برای کارهای تعمیر یا ساخت است.
319
319 — خودرو و مهندسی عمومی
319 (Al-Si6Cu3.5) انتخاب سنتی برای اجزای موتورهای ریخته گری شن و ماسه است - سرسیلندرها، منیفولدهای ورودی و جعبه های انتقال. محتوای مس آن در دماهای بالا استحکام خوبی می دهد، که وقتی محیط کار از 150 درجه سانتیگراد فراتر می رود اهمیت دارد. فورد، جنرال موتورز و کرایسلر چندین دهه است که از آلیاژهای خانواده 319 در سر موتورهای فشاری و OHC استفاده کردهاند. ماشین آلات آلیاژ تمیز است و آندایز سخت را به خوبی می پذیرد اگر محتوای مس تا انتهای مشخصات کنترل شود.
535
535 (Almag 35) - پروژه های دریایی و مقاوم در برابر خوردگی
برای پروژههایی که در معرض آب شور یا محیطهای با رطوبت بالا هستند - سختافزار دریایی، عناصر معماری ساحلی، تجهیزات پردازش شیمیایی - 535 (Al-Mg6.8) مقاومت فوقالعادهای در برابر خوردگی، جوشپذیری خوب، و پوشش طبیعی روشن پس از آنودایز ارائه میدهد. محتوای سیلیکون پایین آن، ریختهگری را دشوارتر میکند (حساسیت بیشتر به پارگی داغ) و نیاز به طراحی دقیق دروازه و دمای ریزش کنترل شده دارد. استحکام کششی به صورت ریختگی تقریباً است 240 مگاپاسکال قابل مقایسه با A356-T6 بدون نیاز به عملیات حرارتی.
نمونه های پروژه ریخته گری آلومینیوم در دنیای واقعی در سراسر صنایع
وسعت پروژه های ریخته گری آلومینیوم در تولید فعال بیشتر از آن چیزی است که بیشتر مردم تصور می کنند. مثالهای زیر زمینههای محصول علاقهمندان، صنعتی، معماری و مصرفکننده را پوشش میدهند که هر کدام دارای دادههای مربوط به فرآیند و آلیاژ هستند.
01
ریخته گری حیاط خلوت: محافظ چاقو و بالستر آلومینیومی ریخته گری شن و ماسه
یک پروژه محبوب ریختهگری آلومینیوم در سطح پایه در جامعه سازندگان شامل حفاظهای چاقوی ریختهگری شن و ماسه، حفاظهای انگشتی و تکیهگاههایی برای تیغههای سفارشی است. قطعات کوچک (معمولاً کمتر از 50 گرم)، از نظر هندسی ساده هستند و زبری سطح معمولی ریخته گری شن و ماسه سبز را تحمل می کنند. پیستون های A356 یا قراضه (اغلب آلیاژی 4032) به خوبی کار می کنند. دمای مذاب باید حفظ شود 700-730 درجه سانتیگراد برای اطمینان از پر شدن کامل بدون جذب بیش از حد گاز. پرداخت با کاغذ سنباده خیس و خشک 120 تا 600 گریت و به دنبال آن صاف کردن، ظاهری نزدیک به آینه را بدون عملیات حرارتی پس از ریختهگری به دست میآورد.
02
ریخته گری آلومینیوم معماری: کلاهک ستون ها، نرده ها و پانل های زینتی
پروژه های ریخته گری آلومینیوم معماری دارای تاریخچه طولانی هستند - کلاهک آلومینیومی بر روی بنای یادبود واشنگتن، نصب شده در سال 1884، یکی از اولین استفاده های ثبت شده از ریخته گری دقیق آلومینیوم است. پروژه های معماری مدرن از قالب دائمی یا ریخته گری شن و ماسه با آلیاژهای A356 یا 535 استفاده می کنند. کاربردهای معمولی شامل نرده های زینتی پله ها، سرستون های تزئینی ستون ها، پانل های نمای ساختمان و سخت افزار سفارشی درب می باشد. آنودایز کردن - مخصوصاً آندایز کردن با پوشش سخت تا 25 تا 50 میکرومتر - محافظت در برابر خوردگی بادوام و کم نگهداری را فراهم می کند که می تواند مطابق با مشخصات طراحی رنگ آمیزی شود. چندین تولید کننده در منطقه خلیج فارس عناصر معماری شن و ماسه ریخته گری را با زمان تولید عرضه می کنند 4 تا 8 هفته برای الگوهای سفارشی .
03
خودرو: بلوکهای موتور HPDC و ریختهگریهای ساختاری
موتورهای خودروهای فشرده مدرن تقریباً به طور کلی از بلوک های آلیاژ آلومینیوم استفاده می کنند. BMW N52 inline-six، که در سال 2004 معرفی شد، از یک بلوک کامپوزیت منیزیم-آلومینیوم با یک صفحه تخت آلومینیومی ریختهگری شده و یک میل لنگ مشتق از A380 استفاده میکند - طرحی که تراشیده شده است. 10 کیلوگرم از موتور بلوک آهن قبلی. ساختارهای سینی باتری خودروهای برقی معاصر، مانند آنهایی که در پلتفرمهای ریویان و هیوندای آیونیک استفاده میشوند، ریختهگریهای آلومینیومی HPDC چند حفرهای با کانالهای خنککننده یکپارچه هستند، که تا هفت قطعه مهر و جوش دادهشده قبلی را در قالب یک ریختهگری به شکل شبکه ترکیب میکنند. این یکپارچه سازی زمان مونتاژ را کاهش می دهد و سفتی سازه را در حدود 30٪ جرم کمتر در مقایسه با سازه های فولادی معادل بهبود می بخشد.
04
محفظه های الکترونیک: مدیریت حرارتی از طریق ریخته گری
لوازم الکترونیکی پرقدرت - درایوهای موتور، اینورترهای قدرت، تقویتکنندههای ایستگاه پایه مخابراتی، درایورهای LED - اغلب از ریختهگری آلومینیومی برای محفظهها استفاده میکنند، زیرا این ماده هم به عنوان محفظه و هم به عنوان هیت سینک عمل میکند. محفظه های A380 HPDC با باله های یکپارچه به مقادیر مقاومت حرارتی دست می یابند 0.5-1.5 درجه سانتیگراد / W در همرفت طبیعی، برای بسیاری از کاربردهای صنعتی بدون هوای اجباری کافی است. برای کاربردهای محافظ RF، ضخامت دیواره 3-5 میلی متر در A380 تضعیف موثر بالای 500 مگاهرتز را فراهم می کند. ریخته گری سرمایه گذاری زمانی ترجیح داده می شود که هندسه کانال جریان داخلی پیچیده برای صفحات سرد با مایع خنک شود.
05
Aerospace: Investment-Cast Structural Brackets and Housings
ریختهگری سرمایهگذاری با آلیاژهای A356 یا A357 یک روش استاندارد برای براکتهای بدنه هواپیما، محفظههای اویونیک، و منیفولدهای هیدرولیک است که در آن پیچیدگی هندسی و تلرانسهای تنگ، ماشینکاری را به عنوان یک گزینه مقرونبهصرفه حذف میکند. ریخته گری های سرمایه گذاری آلومینیوم معمولی مورد استفاده در هواپیما به دست می آورند تحمل ابعاد ± 0.13 میلی متر و پرداخت سطح 3.2 میکرومتر Ra بدون ماشینکاری اضافی. این فرآیند اجازه می دهد تا زیر برش ها، دیوارهای نازک، و خطوط ارگانیک که ریخته گری شن و ماسه نمی تواند به طور قابل اعتماد ایجاد کند. شرکتهایی مانند Precision Castparts و Hitchiner Manufacturing چنین ریختهگریهای سرمایهگذاری آلومینیومی هوافضا را برای سکوهای بوئینگ، ایرباس و لاکهید مارتین عرضه میکنند.
06
هنر و مجسمه سازی: پروژه های ریخته گری آلومینیوم فوم گم شده
ریختهگری فوم گمشده در میان مجسمهسازان و هنرمندان محبوب است زیرا فوم EPS را میتوان بدون هیچ زاویهای یا جعبه هستهای شکل داد، حک کرد و مونتاژ کرد - فوم در حین ریختن توسط آلومینیوم مذاب مصرف میشود و یک کپی دقیق از مدل اصلی باقی میماند. ریخته گری های هنری اجتماعی در شهرهایی مانند شیکاگو و پورتلند دسترسی آزاد به جلسات ریختن فوم آلومینیومی از دست رفته را ارائه می دهند. انتخاب آلیاژ برای قطعات صرفاً تزئینی اهمیت کمتری دارد. قراضه ثانویه A380 یا 383 نتایج کافی را با سیالیت خوب ارائه می دهد. پورها معمولاً از a استفاده می کنند 2-4 میلی متر sprue and riser system نسبت به حجم قطعه برای اطمینان از پر شدن کامل ویژگی های مجسمه سازی نازک.
قوانین طراحی که از نقص در پروژه های ریخته گری آلومینیوم جلوگیری می کند
اکثر عیوب ریختهگری آلومینیوم در داخل طراحی شدهاند، نه در داخل آنها تولید میشوند. پیروی از دستورالعملهای تعیینشده طراحی برای ریختهگری (DFC) در طول فاز CAD، اکثریت تخلخل، بسته شدن سرد، عدم اجرا و پارگی گرم را قبل از برش یک قالب از بین میبرد. قوانین زیر به طور گسترده در فرآیندهای شن و ماسه، قالب دائمی، و ریخته گری دایکست با تنظیمات خاص فرآیند اعمال می شود.
یکنواختی ضخامت دیوار
ضخامت دیواره غیریکنواخت نرخهای خنککننده متفاوتی را ایجاد میکند که تخلخل انقباض را به سمت منطقه آخرین جامد شدن هدایت میکند. هدف طراحی پیشنهادی، تغییر ضخامت دیواره است که بیشتر از آن نباشد 2:1 بین بخش های مجاور . در جاهایی که باسها یا فلنجهای سنگین اجتنابناپذیر هستند، هستهکردن مواد یا ترکیب انتقالها با شعاع سخاوتمندانه، اختلاف جرم حرارتی را کاهش میدهد. برای HPDC، ضخامت اسمی دیوار 2-4 میلی متر را برای بیشتر کاربردهای ساختاری هدف قرار دهید. دیوارهای بالای 6 میلی متر شروع به تجمع تخلخل گاز می کنند مگر اینکه از پر کردن به کمک خلاء استفاده شود.
فیله و شعاع در تمام گوشه های داخلی
گوشه های داخلی تیز استرس را متمرکز می کنند و در هنگام انجماد نقاط داغ ایجاد می کنند. حداقل شعاع فیله داخلی از ضخامت دیواره 1.5× توسط دستورالعمل های طراحی ریخته گری آلومینیوم ASM International توصیه می شود. حتی شعاع 1 میلی متری به طور چشمگیری عوامل تمرکز استرس را در مقایسه با یک گوشه واقعا تیز کاهش می دهد. گوشه های خارجی می توانند تیزتر باشند (حداقل شعاع 0.5 میلی متر) اما هرگز نباید در آلومینیوم ریخته گری کاملاً مربع باشند.
زوایای پیش نویس برای انتشار قالب
تمام سطوح موازی با جهت کشش قالب نیاز به زوایای کشش دارند. حداقل های استاندارد هستند 1-2 درجه برای ریخته گری شن و ماسه، 1-3 درجه برای قالب دائمی، و 0.5-1.5 درجه برای HPDC در سطوح خارجی (کمی بیشتر در سطوح داخلی زیرا ریخته گری روی هسته ها جمع می شود). کشش ناکافی منجر به سایش قالب، شکستگی هسته و دشواری استخراج می شود که در نهایت به ریخته گری آسیب می رساند. سطوح رو به قالب نباید کششی داشته باشند. به وضوح در نقشه مشخص کنید که صفحه جداسازی کدام جهت است.
دروازه و بالا آمدن برای انجماد جهت دار
طراحی خوب دروازهای، فلز مایع را به تدریج از بخشهای نازک به ضخیم تغذیه میکند، و این اطمینان را میدهد که سنگینترین نواحی تا زمانی که کاملاً جامد شوند، به یک مخزن مایع - رایزر - متصل میمانند. قانون Chvorinov (زمان انجماد متناسب با (حجم/مساحت سطح)²) اندازه رایزر را هدایت می کند: یک رایزر باید حداقل مدول داشته باشد. 1.2× سنگین ترین بخش تغذیه می کند. نرمافزارهای شبیهسازی مانند MAGMASOFT، Flow-3D و ProCAST به طور گسترده برای اعتبارسنجی طراحی راهاندازی و رایزر قبل از برش ابزار تولید استفاده میشوند و هزینههای آزمون و خطا را به میزان قابل توجهی کاهش میدهند.
طراحی نخ و درج در آلومینیوم ریخته گری
آلومینیوم ریختهگری برای رزوههای درشت مستقیم در کاربردهای اتصال دهندههای با گشتاور شدید بسیار نرم است. گزینه ها عبارتند از: (1) ریخته گری در رزوه های فولادی یا برنجی - محصولات Heli-Coil و E-Z Lok برای کاربردهای مقاوم سازی محبوب هستند. (2) با استفاده از نخ های ماشینکاری شده پس از ریخته گری با حداقل طول درگیری قطر نخ 1.5× ; یا (3) تعیین نصب درج اولتراسونیک برای طرح های مجاور گرمانرم. قطعات HPDC میتوانند سوراخهای هستهدار را با حداقل قطر 2.0 میلیمتر با طراحی دقیق قالب ترکیب کنند و نیازهای حفاری پس از ریختهگری را کاهش دهند.
کنترل کیفیت مذاب - مرحله ای که بیشتر مبتدیان در ریخته گری آلومینیوم از آن چشم پوشی می کنند
کیفیت آلومینیوم مذاب در نقطه ریختن، سقف کیفی ریخته گری تمام شده را تعیین می کند. یک قطعه کاملاً طراحی شده که از فلز ضعیف تهیه شده است، همچنان تخلخل، اجزاء اکسید و خواص مکانیکی کاهش یافته را نشان می دهد. اپراتورهای باتجربه ریخته گری آماده سازی مذاب را به اندازه طراحی قالب جدی می گیرند.
تخلخل هیدروژنی: رایج ترین نقص ریخته گری آلومینیوم
آلومینیوم به راحتی در حالت مایع هیدروژن را حل می کند - آلومینیوم مایع در دمای 750 درجه سانتی گراد می تواند در خود نگه دارد. تقریباً 0.65 سانتیمتر مربع در هر 100 گرم فلز ، در مقایسه با تنها 0.034 سانتی متر در هر 100 گرم در حالت جامد (به ازای داده های انجمن آلومینیوم). هنگامی که مذاب جامد می شود، اکثریت قریب به اتفاق آن هیدروژن محلول دفع می شود و حباب های میکروسکوپی - تخلخل - را در سراسر ریخته گری تشکیل می دهد. منابع اصلی هیدروژن رطوبت جو، قراضه مرطوب، برگشت روغن و شار مرطوب هستند.
گاز زدایی با نیتروژن خشک یا آرگون از طریق واحد گاززدایی چرخشی (فرایند SNIF یا معادل آن) هیدروژن محلول را به زیر کاهش می دهد. 0.10 سانتی متر در هر 100 گرم در عمل تجاری - بسیار پایین تر از آستانه تخلخل قابل مشاهده در اکثر هندسه های ریخته گری. علاقهمندان بدون تجهیزات گاززدایی چرخشی میتوانند از قرصهای هگزا کلرواتان (با تهویه مناسب - این فرآیند گاز کلر تولید میکند) استفاده کنند یا به سادگی با پیش گرم کردن همه ابزارها و بسته نگه داشتن درب کوره، قرار گرفتن در معرض رطوبت در مذاب را به حداقل برسانند.
ترکیبات اکسید و تمرین شار
آلومینیوم با قرار گرفتن در معرض هوا فوراً اکسید می شود و پوسته نازک اما پایدار آلومینا (Al2O3) را تشکیل می دهد. ریختن آشفته این پوست را به داخل مذاب چین می دهد و دو لایه اکسیدی ایجاد می کند که به عنوان محل شروع ترک در ریخته گری جامد شده عمل می کند. پروفسور جان کمپبل فقید از دانشگاه بیرمنگام دههها را صرف مستندسازی کرد که چگونه دو لایههای اکسیدی علت اصلی پراکندگی ویژگیهای مکانیکی ریختهگری آلومینیوم هستند - تغییر مقاومت کششی 30 تا 40 درصد در ریختهگریهای یکسان اغلب به توزیع دو لایه بازمیگردد.
اقدامات متقابل عملی عبارتند از: ملاقههای پایینریزی بهجای ملاقههای لبهریزی از بالا، فیلترهای فوم سرامیکی در سیستم دروازهای (ppi 20-30 برای آلومینیوم)، کاهش ارتفاع و سرعت ریختن کنترلشده، و به حداقل رساندن تلاطم در ورودی قالب. مواد افزودنی شار (پوشاننده شارهایی مانند مخلوط کلرید پتاسیم/کلرید سدیم) از سطح مذاب در برابر اکسیداسیون اتمسفر بین حرارت محافظت می کند و به ادغام ذرات اکسید برای تمیز کردن قبل از ریختن کمک می کند.
کنترل دما و سوپرگرم
اکثر آلیاژهای ریخته گری آلومینیوم دارای دمای مایع بین هستند 555 درجه سانتی گراد و 615 درجه سانتی گراد . ریختن در گرمای بیش از حد (بیش از 80 تا 100 درجه سانتیگراد بالای مایع) باعث افزایش جذب گاز، تشکیل اکسید و فرسایش قالب در HPDC می شود. ریختن بیش از حد سرد باعث ایجاد نارساییها و بستههای سرد میشود - قسمتهایی که جلوی فلز قبل از پر کردن قالب جامد میشود. دمای بهینه ریختن برای بیشتر کاربردها بین این دو قرار می گیرد 680 درجه سانتیگراد و 740 درجه سانتیگراد با دمای قالب نیز نقش مهمی ایفا میکند: قالبهای دائمی معمولاً در دمای 200 تا 350 درجه سانتیگراد برای آلومینیوم گرم میشوند.
عملیات پس از ریخته گری: عملیات حرارتی، ماشینکاری و تکمیل سطح
اکثر پروژه های ریخته گری آلومینیوم حداقل به کارهای پس از ریخته گری نیاز دارند. عملیات زیر به ترتیبی که معمولاً در تولید انجام می شود ارائه شده است.
مرحله 1
Degating و Shakeout
ماسه های ریخته گری پس از جامد شدن از قالب تکان داده می شوند (معمولاً در عرض 5 تا 30 دقیقه بسته به وزن قطعه). رانرها و رایزرها با اره کردن، آسیاب کردن یا شکستن هیدرولیکی حذف می شوند. قطعات HPDC در یک قالب اختصاصی برش داده می شوند که فلاش و رانرها را در یک فشار فشار می دهد، با زمان چرخه 5 تا 15 ثانیه در هر قسمت. فلاش خط جدایی در ریخته گری های شنی معمولاً به آسیاب دستی نیاز دارد تا با سطح ریخته گری همسطح شود.
مرحله 2
عملیات حرارتی (در صورت مشخص شدن)
نامگذاری دمایی T6 - عملیات حرارتی محلول به دنبال پیری مصنوعی - گستردهترین عملیات حرارتی برای ریختهگریهای آلومینیومی است. برای A356:
- تیمار محلول: 6 ± 538 درجه سانتی گراد به مدت 4 تا 12 ساعت (بسته به ضخامت بخش)
- کوئنچ: آب در دمای 60 تا 80 درجه سانتیگراد (کوئنچ گرم اعوجاج تنش باقیمانده را به حداقل می رساند)
- سن: 6 ± 154 درجه سانتی گراد به مدت 6 تا 12 ساعت
این دنباله رسوبات Mg2Si را در محلول حل می کند و سپس آنها را دوباره به صورت یک پراکندگی ریز رسوب می دهد که مانع از حرکت نابجایی می شود و قدرت تسلیم را از تقریباً افزایش می دهد. 83 مگاپاسکال (مزاج F) تا 186-207 مگاپاسکال (مزاج T6) .
مرحله 3
ماشینکاری CNC سطوح بحرانی
ماشین آلات آلومینیوم ریخته گری فوق العاده خوب - عمر ابزار به طور معمول است 10-20× طولانی تر هنگام ماشینکاری آلومینیوم در مقابل فولاد در شرایط بار تراشه معادل. ماشینکاری CNC با سرعت بالا آلومینیوم ریخته گری از ابزار کاربید، سرعت برش 300-600 متر در دقیقه (فوت سطحی در دقیقه: 1000-2000 فوت سطحی در دقیقه) و خنک کننده سیل یا روانکاری با حداقل مقدار (MQL) استفاده می کند. ویژگیهای مبدا ماشینکاری شده در ریختهگری - پدها، سوراخها، و سوراخهای مکانیابی - چارچوب مرجع را برای تمام عملیات ماشینکاری بعدی ایجاد میکنند. برای قطعات HPDC با حجم بالا، خطوط انتقال اختصاصی با زمان چرخه کمتر از 60 ثانیه در هر قطعه در سلول های ریخته گری خودرو رایج است.
مرحله 4
گزینه های تکمیل سطح برای ریخته گری آلومینیوم
طیف گزینه های تکمیل برای پروژه های ریخته گری آلومینیوم گسترده است:
- آندایز کردن: اکسیداسیون الکتروشیمیایی که یک لایه آلومینا متراکم 5-25 میکرومتر (نوع II) یا 25-100 میکرومتر (آنودایز سخت نوع III) رشد می کند. مقاومت عالی در برابر خوردگی و سایش را ارائه می دهد. بهترین با آلیاژهای A356 یا 535.
- پوشش پودری: کاربرد الکترواستاتیک پودر پلیمر ترموست که در دمای 160 تا 200 درجه سانتیگراد پخت شده است. مقاومت عالی در برابر اشعه ماوراء بنفش، طیف رنگی گسترده، مقرون به صرفه برای حجم های متوسط تا بالا. سازگار با تمام آلیاژهای ریخته گری
- پوشش تبدیل کرومات: کرومات سه ظرفیتی (آلودین/ایریدیت) محافظت در برابر خوردگی و پرایمر چسبندگی رنگ را برای کاربردهای هوافضا و دفاعی فراهم می کند. RoHS سازگار با فرمولاسیون سه ظرفیتی.
- شات بلاست و ارتعاش زدایی: پرداخت مکانیکی که سوراخها را از بین میبرد، ظاهر سطح را بهبود میبخشد و میتواند برای ایجاد تنشهای پسماند فشاری (نوعی شاتپنینگ) استفاده شود که عمر خستگی را تا 30 درصد بهبود میبخشد.
- آبکاری نیکل الکترولس: یک لایه نیکل-فسفر 10 تا 50 میکرومتری را رسوب می دهد که به طور قابل توجهی سختی (500-700 HV پس از عملیات حرارتی) و مقاومت در برابر سایش را بهبود می بخشد و برای قالب ها، بوش ها و سطوح لغزنده استفاده می شود.

ساختار هزینه پروژه های ریخته گری آلومینیوم - چه چیزی باعث افزایش قیمت می شود
درک محرکهای هزینه به مهندسان پروژه کمک میکند تا تصمیمات بهتری در انتخاب فرآیند بگیرند و به تیمهای تدارکات چارچوبی برای ارزیابی قیمتها از تامینکنندگان ریختهگری میدهد.
عیب یابی عیوب معمول ریخته گری آلومینیوم
حتی اپراتورهای باتجربه ریخته گری با عیوب مواجه می شوند. جدول زیر شایع ترین عیوب ریخته گری آلومینیوم را با علل ریشه ای و اقدامات اصلاحی ترسیم می کند.
| نقص | ظاهر | علت اولیه | اقدام اصلاحی |
|---|---|---|---|
| تخلخل گاز | حفره های گرد، دیوارهای صاف، توزیع تصادفی | هیدروژن محلول در مذاب | ذوب گاز زدایی؛ تمام ابزار و ضایعات را خشک کنید. سوپر گرما را کاهش دهد |
| تخلخل انقباضی | حفره های نامنظم، دیوارهای ناهموار، در بخش های سنگین | تغذیه / بلند شدن ناکافی | افزایش اندازه رایزر؛ لرز را به بخش های سنگین اضافه کنید. طراحی مجدد برای دیوار یکنواخت |
| سرد بسته | درز خطی روی سطح، رابط ضعیف | دو جبهه فلزی که قبل از ملاقات خنک شدند | افزایش دمای ریختن؛ دروازه را برای ادغام جریان ها زودتر بهبود دهید |
| پاره شدن داغ | ترک پاره شده در فیله یا تغییر مقطع | تنش حرارتی در مرحله انجماد اواخر | افزایش شعاع فیله؛ افزایش انعطاف پذیری به هسته ها؛ قالب را از قبل گرم کنید |
| اجزای اکسید | رگه ها یا لایه های تیره روی بخش ماشینکاری شده قابل مشاهده است | ریزش آشفته، پوسته های اکسیدی تا شده | کاهش ارتفاع ریزش؛ استفاده از فیلتر فوم سرامیکی؛ از ذوب مجدد تفاله جلوگیری کنید |
| میسرون | پر ناقص، لبه های ناقص گرد | فلز خیلی سرد، بخش نازک، تهویه ضعیف | افزایش دمای ریختن؛ ضخیم کردن دیوارهای نازک؛ دریچه ها را به قالب اضافه کنید |
ریخته گری پایدار آلومینیوم - بازیافت، انرژی و اقتصاد دایره ای
آلومینیوم قابل بازیافت ترین فلز ساختاری در استفاده رایج است و این ویژگی اساساً محاسبات پایداری پروژه های ریخته گری آلومینیوم را در مقایسه با فولاد یا روی جایگزین می کند. بازیافت آلومینیوم فقط نیاز دارد 5 درصد انرژی مورد نیاز برای تولید آلومینیوم اولیه از سنگ معدن بوکسیت - تقریباً 2-3 کیلووات ساعت / کیلوگرم برای ثانویه در مقابل 45-55 کیلووات ساعت / کیلوگرم برای تولید اولیه (داده های موسسه بین المللی آلومینیوم، 2023). تفاوت ردپای کربن به همان اندازه چشمگیر است: آلومینیوم ثانویه تقریباً 0.5-1.0 کیلوگرم CO2 به ازای هر کیلوگرم فلز در مقایسه با 8-12 کیلوگرم CO2 در هر کیلوگرم برای ذوب اولیه با نیروی زغال سنگ تولید می کند.
تمام شد 75 درصد از کل آلومینیومی که تاکنون تولید شده است، هنوز در حال استفاده است طبق اعلام انجمن آلومینیوم. بخش خودرو بالاترین نرخ بازیافت آلومینیوم را در بین تمام مصارف نهایی دارد - خودروهای پایان عمر منبعی متراکم و تفکیک شده از ضایعات آلیاژ ریخته گری تمیز را ارائه می دهند که با کمترین کاهش کیفیت به تولید آلیاژ HPDC ثانویه برمی گردد. این راندمان حلقه بسته یکی از دلایلی است که خودروسازان از ریختهگری آلومینیوم به عنوان یک انتخاب طراحی مثبت پایدار حتی در پلتفرمهای خودروهای پرمصرف استفاده میکنند.
برای عملیات ریخته گری، بازیافت انرژی از گازهای خروجی کوره، نظارت بر شیمی مذاب در زمان واقعی برای به حداقل رساندن چرخه های ذوب مجدد، و پوشش های کوره های الیاف سرامیکی که اتلاف حرارت را 15 تا 25 درصد در مقایسه با طرح های نسوز قدیمی کاهش می دهد، همگی به کاهش ردپای محیطی در تاسیسات ریخته گری آلومینیوم مدرن کمک می کنند. چندین کارخانه ریخته گری اروپایی - از جمله آلیاژهای Rheinfelden و Novelis - متعهد شده اند تا سال 2030 از طریق ترکیبی از منابع انرژی تجدیدپذیر و برنامه های افست، عملیات ریخته گری آلومینیوم بدون کربن را انجام دهند.
روندهای نوظهور در ریخته گری آلومینیوم - چه چیزی صنعت را تغییر می دهد
صنعت ریختهگری آلومینیوم تحت تغییرات فنی معنیداری است که ناشی از برقسازی، تولید دیجیتال و توسعه آلیاژهای جدید است. درک این روندها برای هر کسی که برنامه ریزی برنامه های ریخته گری آلومینیومی چند ساله دارد، مرتبط است.
مگا ریخته گری و ادغام ساختاری
استفاده تسلا از پرسهای 6000 تنی و 9000 تنی گیگا برای ریختهگری کل بخشهای زیر بدنه خودروهای الکتریکی به عنوان یک قالب آلومینیومی - جایگزینی 70 تا 100 قطعه تکی مهر و موم شده و جوش داده شده - توجه قابل توجهی را در صنعت خودرو ایجاد کرده است. تویوتا، ولوو، جنرال موتورز و چندین شرکت سازنده چینی برنامه های مشابهی را اعلام کرده اند. ریختهگریها از ریختهگری سفارشی با خلاء بالا با آلیاژهای Al-Si-Mg که بهطور خاص برای ریختهگری بزرگ ساختاری ساخته شدهاند، استفاده میکنند که به طولهای بالای 10 درصد و استحکام کششی بالاتر از 250 مگاپاسکال بدون عملیات حرارتی میرسد. این پیشرفت اساساً اقتصاد ساخت ساختار بدنه را در حجم بالای 100000 دستگاه در سال تغییر می دهد.
قالب ها و هسته های شنی پرینت سه بعدی
چاپ بایندر جت قالبهای شن سیلیکا (با استفاده از سیستمهای ExOne/Desktop Metal، Voxeljet و Viridis3D) مرحله الگوسازی را از ریختهگری شنی حذف کرده است و امکان تولید تکتکهای از ریختهگریهای پیچیده آلومینیومی با گذرگاههای داخلی را فراهم میکند که از نظر هندسی غیرممکن است با روشهای مرسوم هستهبندی شوند. زمان از فایل CAD تا اولین قسمت بازیگری اکنون است 3-5 روز کاری با قالب های ماسه چاپی، در مقابل 4 تا 8 هفته برای الگوهای معمولی و ابزار. فورد، جان دیر و چندین شرکت هوافضا از قالبهای ماسه چاپی برای نمونههای اولیه و ریختهگریهای آلومینیومی تولید کمتعداد، با هزینههای قطعه که با جایگزینهای ماشینکاری شده برای هندسههای پیچیده رقابتی است، استفاده میکنند.
نظارت بر فرآیند در زمان واقعی و کنترل کیفیت هوش مصنوعی
آرایههای حسگر تعبیهشده در ماشینهای ریختهگری در حال حاضر پروفایلهای فشار شات، دمای سطح قالب و دادههای سرعت فلز را با وضوح میلیثانیه ضبط میکنند. مدلهای یادگیری ماشینی که بر روی دادههای نقص تاریخی آموزش دیدهاند، میتوانند تخلخل انقباض و احتمال بسته شدن سرد را از امضاهای نمایه شات قبل از برداشتن قطعه از قالب پیشبینی کنند – که امکان رد خودکار عکسهای خارج از مشخصات بدون بازرسی اشعه ایکس را فراهم میکند. گزارش چندین تامین کننده ریخته گری خودرو سطح 1 کاهش نرخ قراضه 30 تا 50 درصد پس از استقرار چنین سیستمهای نظارتی بلادرنگ، به طور مستقیم به معیارهای کاهش هزینه و بهبود پایداری ترجمه میشود.
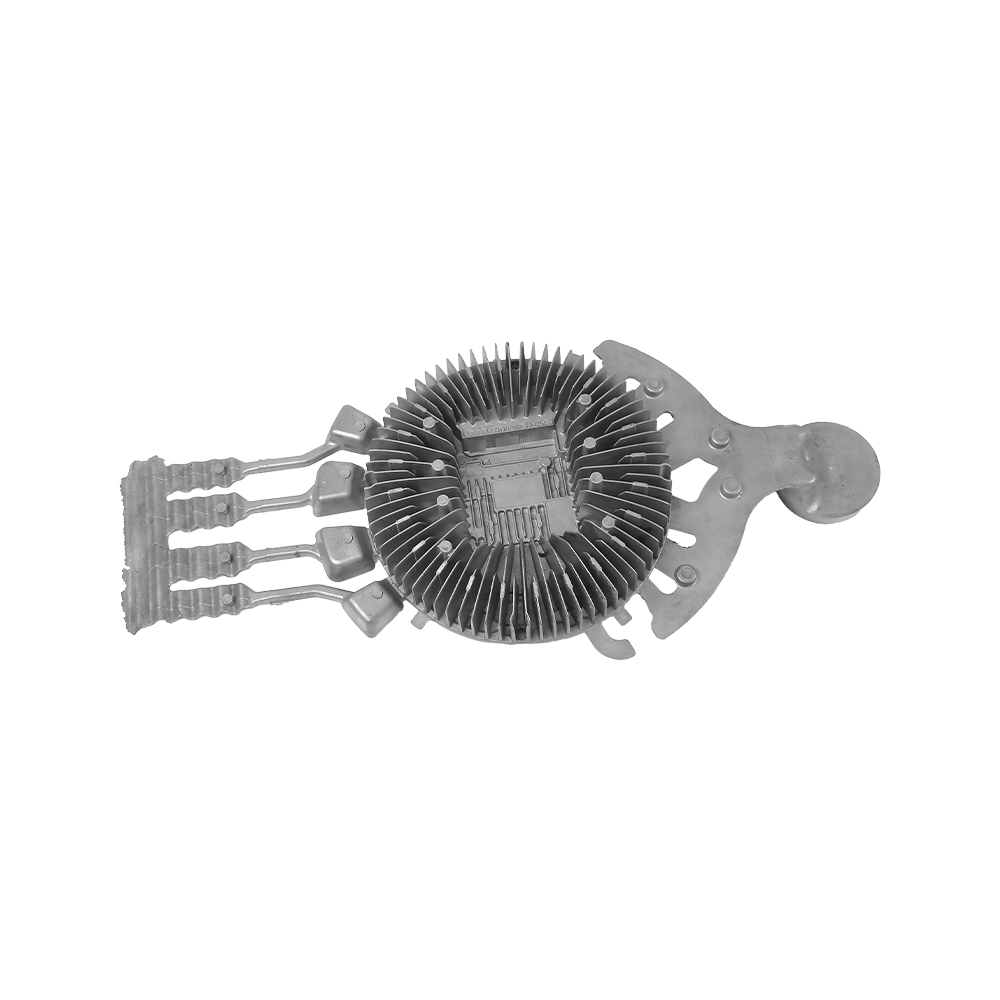
توسعه آلیاژ برای مدیریت حرارتی خودروهای الکتریکی
صفحات خنک کننده باتری EV به آلیاژهای ریخته گری آلومینیوم با هدایت حرارتی بالا، فشار فشار عالی (بدون تخلخل) و توانایی ایجاد اتصالات لحیم کاری شده نیاز دارند. استاندارد A380 رسانایی حرارتی تقریباً دارد 96 W/m·K - کافی است اما بهینه نیست. آلیاژهای جدید در خانواده Al-Si-Mg با محتوای آهن و مس کنترل شده توسط شرکت هایی از جمله Novelis، Constellium و Impol برای دستیابی به رسانایی بالاتر از 160 W/m·K در شرایط ریخته گری ساخته می شوند و سیستم های باتری خنک کننده مایع فشرده تر و کارآمدتر را ممکن می سازند. این یک منطقه فعال از تحقیقات آلیاژ با چندین اختراع ثبت شده در 2022-2024 است.
سوالات متداول در مورد پروژه های ریخته گری آلومینیوم
بهترین آلیاژ آلومینیوم برای اولین پروژه ریخته گری چیست؟
برای مبتدیانی که از کوره حیاط خلوت و قالب های ماسه سبز استفاده می کنند، پیستون های بازیافتی (معمولا آلیاژ 4032 یا 2618) یا شمش تمیز A356 هر دو نقطه شروع عالی هستند. هر دو در دمای ریزش معمولی حیاط خلوت 700 تا 730 درجه سانتیگراد سیالیت خوبی دارند و هیچکدام دارای آلیاژهای سمی قابل توجهی نیستند. A356 رطوبت ماسه را کمی بهتر می بخشد زیرا محتوای سیلیکون آن سیالیت را حتی در دماهای پایین تر بهبود می بخشد. از ضایعات ناشناخته قطعات الکترونیکی یا پوشش داده شده اجتناب کنید - آلاینده های لحیم کاری، ریخته گری روی یا آبکاری می توانند بخارات سمی و کیفیت ریخته گری ضعیف ایجاد کنند.
چگونه از تخلخل در ریخته گری آلومینیوم خود جلوگیری کنم؟
تخلخل دو علت دارد: هیدروژن محلول (تخلخل گاز) و تغذیه ناکافی انقباض (تخلخل انقباضی). برای رفع تخلخل گاز، تمام مواد قالب و فلز را خشک نگه دارید، از شار پوششی استفاده کنید و مذاب را قبل از ریختن گاز زدایی کنید. برای رفع تخلخل انقباض، اطمینان حاصل کنید که رایزر شما به اندازه کافی بزرگ است که پس از جامد شدن ریخته گری مایع باقی بماند - مدول رایزر باید حداقل 20٪ از سنگین ترین مدول بخش ریخته گری تجاوز کند. لرزهای قرار گرفته در مجاورت بخشهای سنگین نیز با تسریع انجماد موضعی به کاهش تقاضای انقباض کمک می کند.
حداقل ضخامت دیوار قابل دستیابی در ریخته گری آلومینیوم چقدر است؟
حداقل ضخامت دیواره بستگی به فرآیند ریخته گری دارد. ریخته گری فشار بالا نازک ترین دیواره ها را به دست می آورد 0.8 میلی متر در طرح های قالب بهینه شده با تزریق فلز با سرعت بالا. ریخته گری سرمایه گذاری با اطمینان 1.0-1.5 میلی متر می رسد. قالب دائمی (قالب گرانشی) حداقل 2 تا 3 میلی متر دستگیره دارد. ریخته گری شن و ماسه معمولاً به حداقل دیواره های 3-5 میلی متری برای پر کردن مطمئن نیاز دارد، اگرچه اپراتورهای ماهر ریخته گری در قطعات کوچکتر با آلیاژهای سیالیت سیلیکونی بالا و قالب های دریچه ای خوب به 2 میلی متر رسیده اند.
آیا می توان آلومینیوم ریخته گری را جوش داد؟
بله، بسیاری از آلیاژهای ریخته گری آلومینیوم را می توان جوش داد، اما این فرآیند نیاز به مراقبت دارد. آلیاژهای A356 و 535 جوش پذیرترین آلیاژهای ریخته گری معمولی هستند. جوشکاری قوسی تنگستن گاز (GTAW/TIG) با سیم پرکننده 4043 یا 5356 یک روش استاندارد است. قطعات HPDC حاوی A380 به دلیل محتوای مس و تخلخل گازی که در حین جوشکاری آزاد می شود، عموماً در کاربردهای ساختاری غیرقابل جوش در نظر گرفته می شوند. در صورت جوشکاری آلومینیوم ریخته گری، منطقه را تا 150 تا 200 درجه سانتیگراد از قبل گرم کنید تا ترک خوردگی شوک حرارتی کاهش یابد، و کاهش تنش پس از جوش در دمای 175 درجه سانتیگراد به مدت 2 تا 4 ساعت برای اتصالات ساختاری در A356 توصیه می شود.
چقدر طول می کشد تا ریخته گری آلومینیوم ساخته شود؟
زمان های تحویل بسته به فرآیند و محل تامین کننده بسیار متفاوت است. برای ریخته گری قالب شن و ماسه با چاپ سه بعدی (مقادیر نمونه اولیه)، زمان پایان مقاله اول 3-10 روز کاری از تامین کنندگان معتبر قابل دستیابی هستند. ریختهگری شن و ماسه معمولی با الگوی جدید: 4 تا 8 هفته برای ساخت الگو به اضافه 1 تا 2 هفته برای ریختهگری. HPDC با ابزار جدید: 10-20 هفته برای تولید قالب، سپس مقادیر تولید در 2-4 هفته. ریخته گری سرمایه گذاری: 8 تا 16 هفته برای ابزار، 3 تا 6 هفته برای تولید. برنامههای ابزارسازی سریع با هزینههای بالاتر میتوانند این زمانبندیها را 30 تا 50 درصد با تامینکنندگان ممتاز فشرده کنند.
تفاوت بین ریخته گری دایکاست و آلومینیوم ریخته گری شن و ماسه چیست؟
ریختهگری شن و ماسه از قالبهای ماسه قابل مصرف استفاده میکند که برای آزاد کردن قطعه تخریب میشوند - هندسه پیچیده و قطعات بسیار بزرگ را امکانپذیر میسازد، اما با سطح پایینتر، تحملهای وسیعتر و زمان چرخه کندتر. ریخته گری دایکاست از قالب های فولادی سخت شده دائمی استفاده می کند و فلز را تحت فشار بالا تزریق می کند - دستیابی به سطح عالی (1-2 میکرومتر Ra)، تحمل های محکم (±0.05-0.15 میلی متر) و نرخ تولید بسیار بالا (30-120 چرخه ثانیه)، اما با هزینه های ابزار بالا و حداقل نیاز به کمیت که آن را تقریباً کمتر از 0 قطعه غیراقتصادی می کند. ریخته گری شن و ماسه برای نمونه های اولیه، قطعات بزرگ و حجم کم بهتر است. ریخته گری در حجم بالا در تولید قطعات با دقت کوچک تا متوسط برتری دارد.
آیا ریخته گری آلومینیوم سازگار با محیط زیست است؟
ریختهگری آلومینیوم با استفاده از آلیاژ ثانویه (بازیافتی) یکی از فرآیندهای فلزکاری مطلوبتر برای محیطزیست موجود است. آلومینیوم ثانویه تنها به 5 درصد از انرژی تولید آلومینیوم اولیه نیاز دارد و کسری از انتشار CO2 را تولید می کند. قابلیت بازیافت بالای آلومینیوم - با نرخ بازیافت بالای 90٪ در بخش خودرو - و جریان مواد حلقه بسته در بسیاری از عملیات ریخته گری، آن را به طور قابل توجهی سبزتر از فرآیندهای استفاده از فلزات اولیه کرده است. نگرانی های زیست محیطی اصلی انتشار فلوراید ناشی از استفاده از شار (کنترل شده توسط اسکرابرهای مرطوب در ریخته گری های مدرن) و مدیریت مایع خنک کننده در عملیات ماشینکاری است.
آیا می توانم قطعات آلومینیومی دایکاست را آندایز کنم؟
آلیاژهای استاندارد HPDC مانند A380 (که حاوی 3 تا 4 درصد مس است) به یک سطح با کیفیت ثابت آنودایز نمی شوند - محتوای مس باعث ایجاد رنگ قهوه ای یا سیاه در لایه آندی می شود. برای سطوح ظاهری آنودایز شده روی آلومینیوم دایکاست، یک آلیاژ کم مس مانند A360 (مس زیر 0.6٪) یا یک آلیاژ ریخته گری لوازم آرایشی خاص را مشخص کنید. آلیاژهای A356 و 535 به طور تمیز آنودایز می شوند و رنگ های رنگی را به طور یکنواخت می گیرند. اگر نیاز به دایکاست و آندایزینگ مشخص شده است، با تامین کننده ریخته گری خود برای انتخاب یک آلیاژ کم مس مناسب در مرحله طراحی به جای کشف ناسازگاری پس از ساخت ابزار، کار کنید.






