پاسخ کوتاه: دایکستینگ چگونه کار می کند
دایکستینگ فرآیند شکلدهی فلز است که در آن فلز مذاب تحت فشار بالا به داخل یک قالب فولادی سخت شده - به نام قالب - تزریق میشود و در آنجا نگه داشته میشود تا فلز به شکل دقیق حفره جامد شود. هنگامی که جامد شد، قالب باز می شود، پین های اجکتور قطعه را به بیرون فشار می دهند و چرخه دوباره شروع می شود. یک قالب می تواند این توالی را صدها هزار بار قبل از فرسودگی تکرار کند.
این فرآیند عمدتاً برای آلیاژهای غیر آهنی استفاده می شود: آلومینیوم، روی، منیزیم و فلزات مبتنی بر مس. فشار تزریق معمولاً از 1500 psi تا بیش از 25000 psi متغیر است. این همان چیزی است که به دایکاست اجازه می دهد تا قطعاتی با دیواره های نازک، تلورانس های محکم (اغلب 0.002 ± اینچ) و سطوح صاف و بدون ماشینکاری گسترده تولید کند.
اگر به دهها هزار قطعه فلزی یکسان نیاز دارید - براکتهای خودرو، محفظههای الکترونیکی، اتصالات لولهکشی، اجزای لوازم خانگی - ریختهگری تقریباً همیشه مقرونبهصرفهترین روش ساخت است، زمانی که هزینه ابزارآلات اولیه را جذب کردید.
فرآیند ریخته گری گام به گام
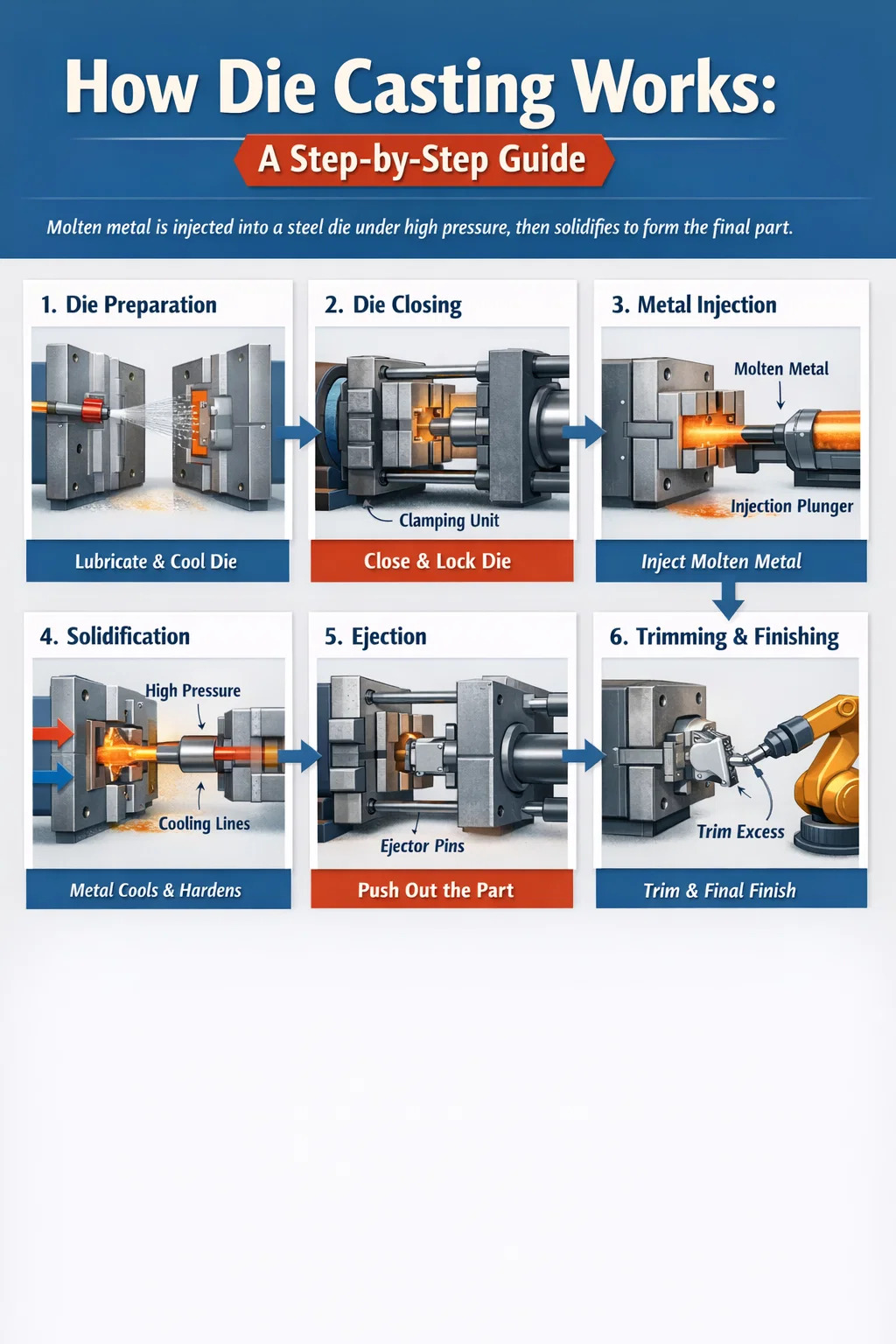
درک چگونگی انجام دایکاست مستلزم قدم زدن در هر مرحله از چرخه تولید است. در حالی که ماشینها و آلیاژهای مختلف تغییراتی را معرفی میکنند، توالی اساسی در سراسر صنعت ثابت است.
مرحله 1 - آماده سازی قالب و روانکاری
قبل از هر شات، نیمه های قالب با یک روان کننده یا عامل رها کننده اسپری می شوند. این دو هدف را دنبال می کند: به ریخته گری جامد کمک می کند تا به طور تمیز و بدون چسبندگی خارج شود و سطح قالب را کمی خنک می کند تا مشخصات حرارتی ثابتی را حفظ کند. روان کننده های پایه آب رایج ترین انتخاب در مغازه های مدرن هستند زیرا دود را کاهش می دهند و با مقررات زیست محیطی مطابقت دارند. چرخه اسپری معمولاً دو تا پنج ثانیه طول می کشد و در خطوط با حجم بالا به طور خودکار انجام می شود.
مرحله 2 - بسته شدن و بستن قالب
دستگاه دایکاست دو نیمه قالب را با نیروی زیادی به هم می چسباند. این نیروی گیره بر حسب تن اندازه گیری می شود و باید از نیرویی که فلز مذاب تحت فشار در طول تزریق بر روی سطوح قالب وارد می کند بیشتر باشد. دستگاهی با وزن 500 تن، قالب را با 500 تن نیروی گیره بسته نگه می دارد. ماشین آلات از زیر 100 تن برای قطعات کوچک روی تا 4000 تن یا بیشتر برای اجزای ساختاری آلومینیومی بزرگ متغیر است. اگر نیروی گیره ناکافی باشد، فلز مذاب می تواند بین دو نیمه قالب به بیرون بچرخد و باله های نازکی روی قطعه ایجاد کند و به طور بالقوه به ابزار آسیب برساند.
مرحله 3 - تزریق فلز
این مرحله تعیین کننده است. فلز مذاب از طریق سیستمی از کانال ها - یک اسپرو، رانر و دروازه - به داخل حفره قالب رانده می شود که جریان را به داخل هندسه قطعه هدایت می کند. در ماشینهای محفظه سرد، یک شات اندازهگیری شده از فلز به صورت بشقاب ریخته میشود یا بهطور خودکار در آستین گلوله ریخته میشود و یک پیستون هیدرولیک آن را به جلو میراند. در ماشینهای محفظه داغ، مکانیسم تزریق در حمام فلز مذاب غوطهور میشود و شارژ دقیق را مستقیماً میکشد. سرعت تزریق را می توان در فازها تنظیم کرد: فاز اول آهسته سیستم رانر را پر می کند و فاز دوم سریع حفره قطعه را پر می کند تا از انجماد زودرس جلوگیری کند. زمان پر شدن خود حفره اغلب بین 10 تا 100 میلی ثانیه است.
مرحله 4 - تشدید و انجماد
بلافاصله پس از پر شدن حفره، دستگاه فشار تشدید را اعمال می کند - یک موج فشار ثانویه و بالاتر - برای بسته بندی فلز بیشتر و جبران انقباض با جامد شدن قالب ریخته گری. این فشار بسته به ضخامت دیواره و آلیاژ، معمولاً یک تا 30 ثانیه برای مدتی باقی می ماند. خود قالب به عنوان یک هیت سینک عمل می کند. کانال های خنک کننده داخلی آن آب یا روغن حرارتی را برای استخراج سریع و مداوم گرما حمل می کنند. خنکسازی سریعتر باعث میشود زمان چرخه کوتاهتر و ریزساختار ظریفتری در قسمت تمامشده وجود داشته باشد.
مرحله 5 - باز کردن قالب و خارج کردن قطعه
هنگامی که فلز به اندازه کافی جامد شد، واحد گیره جمع می شود و نیمه های قالب جدا می شوند. ریخته گری روی یک نیمه (نیمه اجکتور) می ماند زیرا زوایای پیش نویس و هندسه به این ترتیب طراحی شده اند. پینهای اجکتور - میلههای فولادی سخت شده که در قالب قرار میگیرند - قطعه را جلو میآورند و آزاد میکنند. پینها بر روی سطوح غیر بحرانی ریختهگری، نشانههای گواه دایرهای کوچکی به جا میگذارند. یک ربات یا اپراتور انسانی قطعه را جدا می کند و چرخه دوباره راه اندازی می شود.
مرحله 6 - پیرایش و تکمیل
ریخته گری خام متصل به سیستم دونده و دروازه بیرون می آید و اغلب دارای فلاش نازکی در امتداد خطوط جداکننده است. یک قالب در یک پرس هیدرولیک قیچی رانرها و فلاش اضافی را در یک حرکت تکان می دهد. تکمیل بیشتر به کاربرد بستگی دارد: شات بلاست برای سطوح آرایشی، ماشینکاری CNC برای سوراخ های رزوه دار یا سوراخ های دقیق، عملیات حرارتی برای آلیاژهای آلومینیوم ساختاری، و پوشش های سطحی مانند آنودایز، پوشش پودری یا آبکاری کروم.
اتاق داغ در مقابل ریخته گری اتاق سرد
دو نوع ماشین اصلی هر کدام برای طیف متفاوتی از آلیاژها مناسب هستند. انتخاب نوع نامناسب برای یک ماده معین یا دستگاه را از بین می برد یا قطعات بی کیفیت تولید می کند.
| ویژگی | اتاق داغ | اتاق سرد |
|---|---|---|
| محل سیستم تزریق | غوطه ور در فلز مذاب | جدا از کوره |
| آلیاژهای سازگار | روی، منیزیم، سرب، قلع | آلومینیوم، برنج، منیزیم (در حرارت بالا) |
| سرعت چرخه | سریعتر (تا 18 شات در دقیقه برای روی) | آهسته تر (لباس دستی زمان را اضافه می کند) |
| حداکثر فشار تزریق | ~ 2500 psi | حداکثر 25000 psi |
| محدوده اندازه قطعه | کوچک تا متوسط | کوچک تا خیلی بزرگ |
| تمایل به تخلخل | پایین تر | متوسط (مدیریت شده توسط کنترل فرآیند) |
ماشینهای محفظه داغ را نمیتوان با آلومینیوم استفاده کرد زیرا آلومینیوم آهن را در دماهای معمولی ریختهگری حل میکند و به سرعت به گردن غاز فولادی و پیستون سیستم تزریق غوطهور حمله میکند. ماشین های محفظه سرد انتخاب درستی برای ریخته گری آلومینیوم هستند - فلز در یک کوره نگهدارنده جداگانه ذوب می شود و فقط بلافاصله قبل از تزریق وارد آستین شات می شود و زمان قرار گرفتن در معرض آن را محدود می کند.
مواد مورد استفاده در ریخته گری دایکاست
انتخاب آلیاژ تقریباً هر تصمیم دیگری را در فرآیند ایجاد می کند - نوع ماشین، مواد قالب، زمان چرخه و خواص قطعه نهایی. این چهار خانواده هستند که بیشتر در عملیات ریخته گری تجاری دیده می شوند.
آلیاژهای آلومینیوم
آلومینیوم تقریباً به حساب می آید 80 درصد کل تولید ریخته گری بر حسب وزن در آمریکای شمالی پرکاربردترین آلیاژها A380، A383 و A360 هستند. A380 تعادل عالی از قابلیت ریختهگری، استحکام (مقاومت کششی نهایی در حدود 47000 psi) و مقاومت در برابر خوردگی را ارائه میکند که آن را به انتخاب پیشفرض برای محفظههای خودرو و لوازم الکترونیکی مصرفی تبدیل میکند. چگالی کم آلومینیوم - حدود یک سوم فولاد - محرک اصلی تقاضا است زیرا خودروسازان به دنبال قطعات سبک وزن هستند تا اهداف مصرف سوخت و برد EV را برآورده کنند. نکته منفی دمای ریخته گری بالاتر (حدود 1200 درجه فارنهایت / 650 درجه سانتیگراد) است که عمر قالب را در مقایسه با روی کوتاه می کند.
آلیاژهای روی
آلیاژهای روی (Zamak 3، Zamak 5، ZA-8) در دماهای بسیار پایین تری (حدود 780 درجه فارنهایت / 415 درجه سانتیگراد) ریخته گری می شوند، که عمر بسیار طولانی تری به ابزار می دهد - اغلب بیش از یک میلیون شات در مقابل 100000 تا 400000 برای قالب های آلومینیومی. قطعات روی را میتوان با دیوارههای بسیار نازک (تا 0.4 میلیمتر) و جزئیات سطح بسیار ظریف ریختهگری کرد، به همین دلیل است که از آنها برای سختافزارهای تزئینی، بدنه قفل و اجزای مکانیکی دقیق کوچک استفاده میشود. روی چگال تر از آلومینیوم است اما هزینه های پردازش پایین تر و عمر ابزار طولانی تر آن را اغلب برای قطعات کوچک با حجم بالا مقرون به صرفه تر می کند.
آلیاژهای منیزیم
منیزیم سبکترین فلز ساختاری است که معمولاً ریختهگری میشود و از نظر حجمی تقریباً 33 درصد سبکتر از آلومینیوم است. آلیاژهایی مانند AZ91D و AM60B در ساختارهای داخلی خودرو، شاسی لپتاپ و بدنه ابزارهای برقی استفاده میشوند که وزن محرک اصلی آن است. بسته به آلیاژ خاص و اندازه قطعه مورد نیاز، منیزیم را می توان در دستگاه های اتاق گرم یا سرد پردازش کرد. یکی از ملاحظات مهم تولید: منیزیم به شکل ریز تقسیمشده قابل اشتعال است، بنابراین ضایعات و تراشهها نیاز به جابجایی دقیق و سیستمهای اطفاء حریق اختصاصی در تأسیسات دارند.
آلیاژهای مبتنی بر مس (برنج و برنز)
آلیاژهای مس به بالاترین دمای ریخته گری نیاز دارند - اغلب بیش از 1650 درجه فارنهایت (900 درجه سانتیگراد) - که به طور قابل توجهی عمر قالب را کوتاه می کند و هزینه های انرژی را افزایش می دهد. با این حال، ریختهگریهای برنجی و برنزی مقاومت در برابر خوردگی عالی، رسانایی الکتریکی خوب و ظاهری عالی دارند که آنها را در اتصالات لولهکشی، اتصالات الکتریکی و سختافزار معماری ارزشمند میکند. ریخته گری آلیاژ مس سهم کوچک اما پایداری از کل تولید را نشان می دهد زیرا هیچ ماده دیگری با ترکیب خواص آن با هزینه قابل مقایسه برای قطعات با حجم متوسط مطابقت ندارد.
طراحی قالب و ابزار
قالب سرمایه برترین عنصر فرآیند ریخته گری قالب است و طراحی آن مستقیماً کیفیت قطعه، زمان چرخه و اقتصاد تولید را تعیین می کند. یک قالب بد طراحی شده مشکلاتی را ایجاد می کند که هیچ مقدار تنظیم دستگاه نمی تواند به طور کامل برطرف شود.
مواد قالب
ابزار دایکاست تقریباً به طور جهانی از فولاد ابزار داغ H13 ساخته می شود که تا حدود 44-48 HRC سخت شده است. H13 به این دلیل انتخاب شد که در برابر خستگی حرارتی مقاومت می کند - حرارت دادن و خاموش کردن مکرر که فولادهای کمتر را در هزاران چرخه می شکافد. گریدهای برتر H13 با کنترلهای شیمی سختتر و پردازش ذوب مجدد قوس خلاء (VAR) میتوانند عمر قالب را به میزان قابل توجهی افزایش دهند. برای تولید آلومینیوم با حجم بسیار بالا، در برخی عملیات از فولادهای اصلاح شده مانند DIN 1.2367 یا گریدهای اختصاصی توسعه یافته توسط تامین کنندگان ابزار استفاده می شود.
طراحی سیستم گیتینگ و رانر
جایی که فلز وارد حفره می شود - محل دروازه - الگوی پر شدن، گیر افتادن هوا و انقباض را کنترل می کند. نرمافزار شبیهسازی (Magmasoft، ProCAST، Flow-3D) اکنون یک روش استاندارد برای طراحی قالب است که به مهندسان امکان میدهد تا جریان فلز را مدلسازی کنند، دریچههای سرد را پیشبینی کنند، مکانهایی را که احتمالاً تخلخل ایجاد میشود شناسایی کنند، و محل قرارگیری چاه دروازه و سرریز را قبل از برش تکتکه فولاد بهینهسازی کنند. سرمایهگذاری در شبیهسازی قبل از ساخت ابزار معمولاً با حل مشکلاتی که در غیر این صورت به اصلاح قالبهای گران قیمت نیاز دارند، بسیار بیشتر از هزینه آن صرفهجویی میکند.
زوایای پیش نویس و خطوط جدایی
هر دیوار عمودی در قالب ریخته گری باید دارای یک زاویه کششی باشد - یک انحراف جزئی - تا به قطعه اجازه دهد بدون کشیدن یا چسبیدن از قالب آزاد شود. زوایای کشش معمولی برای سطوح خارجی 1 تا 3 درجه و برای هسته های داخلی 2 تا 5 درجه است. دیوارهای بدون کشش از نظر تئوری با پوشش های خاص یا ترفندهای هندسی امکان پذیر است اما هزینه و ریسک را اضافه می کند. خط جدایی جایی است که دو نیمه به هم می رسند. مکان یابی صحیح آن فلاش را به حداقل می رساند، ساخت ابزار را ساده می کند و کنترل سطوح آرایشی را آسان تر می کند.
طراحی سیستم خنک کننده
کانالهای خنککننده داخلی که از فولاد دای حفر میشوند، آب با دمای کنترل شده را حمل میکنند. محل قرارگیری آنها نسبت به بخش های ضخیم قطعه، جایی که گرما در آن متمرکز می شود، تعیین می کند که ریخته گری به طور یکنواخت جامد می شود و چرخه با چه سرعتی می تواند اجرا شود. خنکسازی منسجم - کانالهایی که خطوط حفره قالب را دنبال میکنند به جای اینکه مستقیماً حفر شوند - به طور فزایندهای از طریق درجهای تولید افزودنی ساخته میشوند و امکان استخراج گرمای تهاجمیتر در مناطق بحرانی و کاهش زمان چرخه 15 تا 25 درصدی را در برخی کاربردها فراهم میکنند.
پارامترهای کلیدی فرآیند و نحوه کنترل آنها
دایکاست یک عملیات تنظیم و فراموش کردن نیست. یک فرآیند پایدار و با کیفیت بالا مستلزم نظارت و کنترل فعال طیفی از متغیرهای وابسته به هم است.
- دمای فلز: گرمای بیش از حد تخلخل انقباض و فرسایش قالب را افزایش می دهد. بیش از حد سرد باعث اشتباه و بسته شدن سرد می شود. بسته به هندسه قطعه و ضخامت دیواره، آلومینیوم معمولاً در دمای 1250-1350 درجه فارنهایت (677-732 درجه سانتی گراد) ریخته می شود.
- سرعت تزریق: سرعت فاز اول (آهسته) دونده را پر می کند. سرعت فاز دوم (سریع) حفره را پر می کند. سرعت گیت - سرعتی که فلز در آن از دروازه به داخل قطعه عبور می کند - معمولاً بین 100 تا 180 فوت بر ثانیه برای آلومینیوم هدف قرار می گیرد.
- فشار تشدید: این فشار که بلافاصله پس از پر شدن حفره اعمال می شود، فلز جامد کننده را بسته بندی می کند تا حفره های انقباض را کاهش دهد. فشارهای تشدید معمولی برای آلومینیوم 8000-15000 psi است.
- دمای قالب: قالب باید به تعادل حرارتی برسد و آن را حفظ کند - معمولاً 300 درجه فارنهایت تا 500 درجه فارنهایت (150 تا 260 درجه سانتیگراد) برای آلومینیوم - قبل از اجرای قطعات تولید. قالب سرد باعث نقص سطحی می شود. یک قالب بیش از حد گرم شده زمان چرخه را افزایش می دهد و خستگی حرارتی را تسریع می کند.
- کمک خلاء: برخی از تنظیمات دایکاست از خطوط خلاء متصل به حفره قالب برای تخلیه هوا قبل از تزریق استفاده می کنند. حذف هوا تخلخل گاز را کاهش می دهد و سرعت تزریق بالاتری را بدون گیرکردن گاز در قطعه امکان پذیر می کند - به ویژه برای اجزای ساختاری که تحت عملیات حرارتی یا جوشکاری قرار می گیرند.
ماشینهای ریختهگری مدرن دادههای فرآیند هر شات - موقعیت پیستون، سرعت، منحنیهای فشار - را در زمان واقعی ضبط میکنند. نمودارهای کنترل فرآیند آماری زمانی که پارامترها به خارج از محدوده تعیین شده منحرف میشوند، پرچم میشوند و به مهندسان فرآیند اجازه میدهد تا قبل از افزایش نرخهای ضایعات، مسائل را تصحیح کنند.
نقایص رایج در ریخته گری قالب و علل آنها
درک مکانیسم های نقص برای عیب یابی فرآیند بسیار مهم است. بیشتر نقص ها به مجموعه نسبتاً کوچکی از علل ریشه ای باز می گردد.
تخلخل
شایع ترین نقص ریخته گری قالب. دو نوع وجود دارد: تخلخل گاز، ناشی از هوا یا هیدروژن محلول که در حین پر شدن به دام افتاده است، و تخلخل انقباضی، ناشی از ناکافی بودن فلز برای تغذیه بخش های انقباض هنگام انجماد. تخلخل گاز معمولاً به صورت حفره های گرد در نزدیکی سطح یا در نواحی آخرین پر شدن ظاهر می شود. تخلخل انقباض به صورت حفره های نامنظم و دندانه دار در مقاطع ضخیم ظاهر می شود. راه حل ها شامل کمک خلاء، طراحی بهینه دروازه، فشار تشدید تنظیم شده و کاهش ضخامت دیوار از طریق طراحی مجدد قطعه است.
بستن سرد و Misruns
یک بسته سرد به عنوان یک خط قابل مشاهده روی سطح ریخته گری ظاهر می شود که در آن دو جبهه جریان فلزی به هم می رسند اما به درستی فیوز نمی شوند زیرا قبل از اتصال بیش از حد سرد شده بودند. Misrun یک پر کردن ناقص است - بخشی از حفره که به سادگی قبل از جامد شدن فلز کافی دریافت نکرده است. هر دو به دلیل دمای ناکافی فلز، سرعت تزریق بسیار پایین، حجم ناکافی فلز یا خنکسازی بیش از حد قالب ایجاد میشوند. افزایش دمای فلز، سرعت تزریق یا وزن شات معمولاً این عیوب را برطرف می کند.
لحیم کاری و فرسایش قالب
لحیم کاری زمانی اتفاق میافتد که آلیاژ آلومینیوم به فولاد قالب میچسبد و مواد را از سطح قطعه در هنگام بیرونکشی میکشد و در نهایت رسوباتی روی قالب ایجاد میکند. این توسط واکنش شیمیایی بین آلومینیوم مذاب و آهن در فولاد قالب هدایت می شود، که توسط دمای فلز بالا و سرعت بالای دروازه که به طور مکرر بر همان سطح قالب تأثیر می گذارد، شتاب می گیرد. پوشش های محافظ (نیتریدینگ، پوشش های PVD مانند TiAlN)، کنترل دمای قالب و روانکاری بهینه فرکانس لحیم کاری را کاهش می دهند. موارد شدید نیاز به پرداخت قالب یا تعمیر جوش دارند.
فلش
فلاش باله فلزی نازکی است که بین نیمه های قالب یا اطراف پین های اجکتور اکسترود می شود. این ناشی از نیروی گیره ناکافی، فرسوده یا آسیب دیده سطوح خط جداکننده یا فشار بیش از حد تزریق است. فلاش کوچک در پرس تریم حذف می شود. فلاش مداوم نشان دهنده یک مشکل در دستگاه، قالب یا پارامتر فرآیند است که قبل از بدتر شدن نیاز به اصلاح دارد.
تغییرات و روش های ریخته گری پیشرفته
فراتر از ریختهگری با فشار بالا معمولی، چندین نوع فرآیند نیازهای قطعه یا اهداف کیفی خاصی را که ریختهگری استاندارد نمیتواند برآورده کند، برآورده میکند.
ریخته گری تحت خلاء
ریخته گری خلاء هوا را بلافاصله قبل از تزریق از طریق دریچه های خلاء اختصاصی از حفره قالب خارج می کند. فشار هوای باقیمانده در حفره در سیستم های پیشرفته به زیر 50 میلی بار کاهش می یابد. نتیجه تخلخل گاز به طور چشمگیری کمتر است، که به قطعات ریخته گری اجازه می دهد تا عملیات حرارتی (T5 یا T6) و جوش داده شوند - قابلیت هایی که ریخته گری استاندارد نمی تواند به طور قابل اعتماد به آن دست یابد. قطعات ساختاری خودرو مانند برج های شوک، ستون های B و محفظه باتری به طور فزاینده ای از این طریق ساخته می شوند.
ریخته گری نیمه جامد (Thixocasting و Rheocasting)
در پردازش نیمه جامد، فلز در دمایی بین مایع و جامدش - در حالت نیمه جامد و دوغاب مانند تزریق می شود. از آنجایی که فلز چسبناک تر است و قالب را به شکلی کمتر متلاطم و آرام تر پر می کند، گیر افتادن گاز به طور قابل توجهی کاهش می یابد. قطعات تولید شده توسط ریوکستینگ یا تیکسوکاست می توانند به سطوح تخلخل قطعات آهنگری در برخی از هندسه ها نزدیک شوند. این فرآیند نسبت به ریخته گری معمولی پیچیده تر و پرهزینه تر است، بنابراین برای قطعات با ارزش در هوافضا، موتوراسپرت، و کاربردهای خودروهای ممتاز در نظر گرفته شده است.
ریخته گری فشرده
ریخته گری فشاری از سرعت تزریق بسیار پایین تری استفاده می کند اما فشار بسیار بالایی (اغلب 10000 تا 30000 psi) اعمال می شود و در طول انجماد اعمال می شود. فشار پایدار بالا تخلخل را سرکوب میکند و ریزساختار را اصلاح میکند و ریختهگریهایی با خواص مکانیکی نزدیک به آهنگری تولید میکند. چرخ های آلومینیومی برای وسایل نقلیه با کارایی بالا یک کاربرد معمول ریخته گری فشرده است. زمان چرخه طولانی تر از ریخته گری معمولی است و این فرآیند نیازمند طراحی دقیق تری برای توزیع فشار است.
Mega-Casting (Gigacasting)
یک پیشرفت اخیر که عمدتاً توسط صنعت خودروهای الکتریکی هدایت میشود، مگا ریختهگری از ماشینهای 6000 تنی یا بزرگتر برای تولید ریختهگریهای ساختاری آلومینیومی استفاده میکند که جایگزین مجموعههای دهها قطعه فولادی مهر و موم شده و جوششده میشود. تسلا این روش را با ریخته گری زیر بدنه عقب خود که تقریباً 70 قسمت مجزا را در یک عکس ادغام می کند، رایج کرد. چندین خودروساز دیگر هم اکنون سلول های ریخته گری قالب بزرگ مشابه را راه اندازی یا راه اندازی می کنند. مورد اقتصادی مبتنی بر کاهش تعداد ابزارآلات، خطوط مونتاژ سادهتر و هزینههای اتصال کمتر است، اگرچه نیاز به سرمایهگذاری بسیار زیادی در ماشینآلات دارد.
ریخته گری در مقابل سایر فرآیندهای ریخته گری فلز
ریخته گری قالب تنها راه ریخته گری قطعات فلزی نیست و همیشه هم روش مناسبی نیست. درک اینکه کجا نسبت به گزینههای جایگزین مناسب است به انتخاب فرآیند صحیح برای یک پروژه معین کمک میکند.
| فرآیند | هزینه ابزار | هزینه هر قطعه (حجم بالا) | دقت ابعادی | بهترین برای |
|---|---|---|---|---|
| ریخته گری فشار بالا | بالا (20 تا 200 هزار دلار) | خیلی کم | عالی | قطعات غیر آهنی با حجم بالا |
| ریخته گری قالب دائمی | متوسط | کم | خوب | حجم متوسط، دیوارهای ضخیم تر |
| ریخته گری سرمایه گذاری | متوسط | بالا | خیلی بالا | هندسه پیچیده، آلیاژهای آهنی، هوا فضا |
| ریخته گری شن و ماسه | کم | متوسط to high | ضعیف تا منصفانه | کم volume, large parts, iron/steel |
تصمیم معمولاً به حجم کاهش می یابد. ابزار ریخته گری برای قطعات آلومینیومی معمولاً بین 30000 تا 150000 دلار بسته به پیچیدگی هزینه دارد. این سرمایه گذاری با 50000 قطعه یا بیشتر در سال منطقی است، اما توجیه آن برای چند صد واحد دشوار است. برای تولید کم حجم، ریخته گری شن و ماسه یا ریخته گری سرمایه گذاری مقرون به صرفه تر است، حتی اگر هزینه هر قطعه بالاتر باشد. برای آلیاژهای آهنی (فولاد، آهن)، ریخته گری به طور کلی استفاده نمی شود - ریخته گری سرمایه گذاری، ریخته گری شن و ماسه، یا آهنگری انتخاب های مناسبی هستند.
صنایع و کاربردهایی که ریخته گری بر آن غالب است
ترکیب سرعت، دقت و قابلیت شکلدهی دایکاست، آن را به فرآیند تولید پیشفرض برای طیف گستردهای از دستههای محصول در صنایع مختلف تبدیل کرده است.
- خودرو: بلوکهای موتور (در برخی پیکربندیها)، محفظههای گیربکس، بدنه پمپ روغن، مجموعههای براکت، دستگیرههای درها، محفظههای آینه، چرخها (ریختهگری فشرده)، و اجزای ساختاری فزاینده بدنه به رنگ سفید. خودرو بزرگترین بازار واحد برای ریخته گری دایکاست که بیش از 50 درصد از تولید آمریکای شمالی را از نظر ارزش به خود اختصاص می دهد.
- لوازم الکترونیکی مصرفی: شاسی لپتاپ و تبلت، قابهای داخلی گوشیهای هوشمند، بدنه دوربین و ساختارهای هیت سینک از ترکیب آلومینیومی از سبکی، هدایت حرارتی و سفتی ساختاری بهره میبرند.
- تجهیزات صنعتی: محفظه های گیربکس، بدنه پمپ، محفظه موتور و بدنه سوپاپ ها در حجم های بالا با ضخامت دیواره ثابت و یکپارچگی ضد فشار تولید می شوند.
- زیرساخت های مخابراتی: محفظه های ایستگاه پایه 5G و اجزای مدیریت حرارت از ریخته گری آلومینیومی برای ترکیبی از محافظ EMI، عملکرد حرارتی و پایداری ابعادی استفاده می کنند.
- لوله کشی و تهویه مطبوع: اتصالات ریخته گری برنجی و آلومینیومی، شیرها و بلوک های منیفولد سالانه میلیون ها نفر در ساخت و سازهای مسکونی و تجاری نصب می شوند.
- ابزار و وسایل برقی: محفظه های موتور، جعبه دنده ها و قاب های ساختاری ابزارهای برقی، تجهیزات چمن کاری و لوازم خانگی برای تحمل های محکم و پرداخت سطحی خوب در نرخ های تولید بالا به ریخته گری متکی هستند.
از نظر تلورانس ها، سطح پایان و زمان سررسید چه انتظاری باید داشت
خریداران و مهندسانی که قطعات دایکست را مشخص میکنند، نیاز به انتظارات واقع بینانه در مورد آنچه که این فرآیند میتواند و نمیتواند بدون عملیات ثانویه ارائه دهد، دارند.
تحمل های ابعادی
دایکاست نسبت به ریخته گری شن و ماسه یا قالب دائمی تحمل بیشتری دارد، اما این یک فرآیند ماشینکاری دقیق نیست. تلورانس های ریختگی 0.003 ± تا 0.005 ± اینچ در هر اینچ برای آلومینیوم معمولی است. ویژگیهایی که به کنترل دقیقتری نیاز دارند - سوراخهای بلبرینگ، موقعیتهای سوراخ رزوهشده، سطوح جفتشونده - پس از ریختهگری نیاز به ماشینکاری CNC دارند. انجمن ریخته گری آمریکای شمالی (NADCA) استانداردهای تحمل دقیقی را منتشر می کند که مرجع صنعت برای تعیین قطعات ریخته گری قالب هستند.
پایان سطح
سطوح ریختهگری شده روی آلومینیوم دایکاست معمولاً در محدوده 63 تا 125 میکرو اینچ Ra (1.6 تا 3.2 Ra میکرومتر) است که برای اکثر اهداف کاربردی و زیبایی بدون تکمیل بیشتر به اندازه کافی صاف است. ریختهگریهای روی میتوانند حتی سطوح ظریفتری بهعنوان ریختهگری داشته باشند و مستقیماً آبکاری را انجام دهند، و این باعث میشود آنها را برای سختافزارهای تزئینی با روکش کروم یا نیکل ترجیح دهند.
زمان سرب ابزار و زمان سرب بخشی
ساخت ابزار برای قالب های ریخته گری آلومینیومی نسبتاً پیچیده معمولاً طول می کشد 8 تا 14 هفته از تایید طراحی تا اولین عکس. ابزارهای ساده را می توان سریعتر تکمیل کرد. قالب های بزرگ، چند حفره ای یا پیچیده می تواند 16 تا 20 هفته طول بکشد. زمانی که ابزارآلات ثابت شد و در مرحله تولید قرار گرفت، زمان تحویل قطعات به مقدار اجرا و زمانبندی بستگی دارد، اما معمولاً برای سفارشهای استاندارد 3 تا 6 هفته است. خطوط اختصاصی با حجم بالا می توانند پس از تعیین برنامه تولید قطعات را با اطلاعیه کوتاه تری ارسال کنند.