
قطعات ماشینکاری شده آلومینیوم از ریخته گری آلومینیوم بهتر عمل می کنند زمانی که تلورانس و یکپارچگی ساختاری مهم ترین هستند
پاسخ کوتاه: انتخاب کنید قطعات ماشینکاری آلومینیوم هر زمان که یک جزء نیاز به تلرانس های ابعادی محکم (معمولاً ± 0.01 میلی متر تا 0.05 ± میلی متر)، یک ریزساختار کاملاً متراکم و بدون تخلخل، یا حجم تولید کم تا متوسط داشته باشد که در آن هزینه ابزار قابل توجیه نیست. انتخاب کنید ریخته گری آلومینیوم هنگامی که هندسه پیچیده است، اندازه اجرا بزرگ است (اغلب 10000 واحد)، و دقت ابعاد کمی کمتر قابل قبول است. هیچ یک از این فرآیندها به طور جهانی "بهتر" نیستند - آنها مشکلات مهندسی مختلف را حل می کنند، و قوی ترین زنجیره های تامین در واقع هر دو را با هم ترکیب می کنند و سطوح مهم جفت گیری را روی یک قطعه ریخته گری ماشینکاری می کنند.
این مقاله تفاوتهای واقعی بین ماشینکاری تفریقی و ریختهگری، آلیاژهای مورد علاقه هر فرآیند، تلورانسهایی که میتوانید بهطور واقع بینانه انتظار داشته باشید، و نحوه تصمیمگیری خریداران در مورد سفارشات تولید واقعی در سال 2026 را شرح میدهد.
چگونه قطعات آلومینیومی ماشینکاری شده در واقع تولید می شوند
قطعات آلومینیومی ماشینکاری شده عمر خود را به صورت ذخایر فرفورژه - میله، صفحه یا اکستروژن - آغاز می کنند که از قبل دارای ساختار دانه ثابت و بدون خالی از نورد یا اکستروژن است. یک آسیاب یا ماشین تراش CNC سپس مواد را در مسیرهای کنترل شده حذف می کند تا هندسه نهایی ظاهر شود. هیچ مرحله ذوب، انقباض برای جبران، و خطر به دام افتادن حباب های گاز در داخل قطعه وجود ندارد.
توالی تولید معمولی
- انتخاب سهام خام و برش به اندازه خالی خشن
- برنامه نویسی CAM از مدل سه بعدی، از جمله شبیه سازی مسیر ابزار
- آسیاب یا چرخش خشن برای حذف سریع مواد حجیم
- پاس های نیمه تمام برای نزدیک کردن قطعه به بعد نهایی
- برای سطوح با تلورانس سفت، فینیش با سرعت تغذیه کندتر عبور می کند
- جداسازی، تمیز کردن، و بازرسی ابعاد
- عملیات سطحی اختیاری (آندایز کردن، غیرفعال کردن، بلاست کردن مهره ها)
یک مرکز ماشینکاری 5 محوره می تواند جهت گیری تک قطعه را در اکثر عملیات ها نگه دارد، که خطای نصب را کاهش می دهد و زمان چرخه را در قطعات با ویژگی های زاویه دار کوتاه می کند - چیزی که یک آسیاب 3 محور برای رسیدن به آن نیاز به تنظیمات متعدد دارد.
قطعات ماشینکاری شده در مقابل ریخته گری آلومینیوم: مقایسه مستقیم
خریداران اغلب می پرسند که آیا یک قطعه "باید" ریخته گری شود یا قبل از اینکه یک نقشه وجود داشته باشد. جدول زیر تفاوتهای عملی را نشان میدهد که در واقع این تصمیم را بهجای تفاوتهای نظری، در سطح تولید هدایت میکند.
| عامل | قطعات ماشینکاری آلومینیوم | ریخته گری آلومینیوم |
|---|---|---|
| تحمل معمولی | ± 0.01 میلی متر تا 0.05 ± میلی متر | ± 0.2 میلی متر تا 0.5 ± میلی متر (به عنوان بازیگر) |
| خطر تخلخل داخلی | هیچ (سهام فرفورژه) | به خصوص در مقاطع ضخیم وجود دارد |
| سرمایه گذاری ابزار | کم (فقط وسایل) | بالا (قالب یا قالب) |
| بهترین حجم سفارش | نمونه های اولیه تا حجم متوسط | حجم متوسط به بالا |
| آزادی هندسه | با دسترسی ابزار محدود شده است | حفره های داخلی پیچیده ممکن است |
| استحکام مکانیکی | جریان دانه بالاتر و یکنواخت | پایین تر مگر اینکه عملیات حرارتی شود |
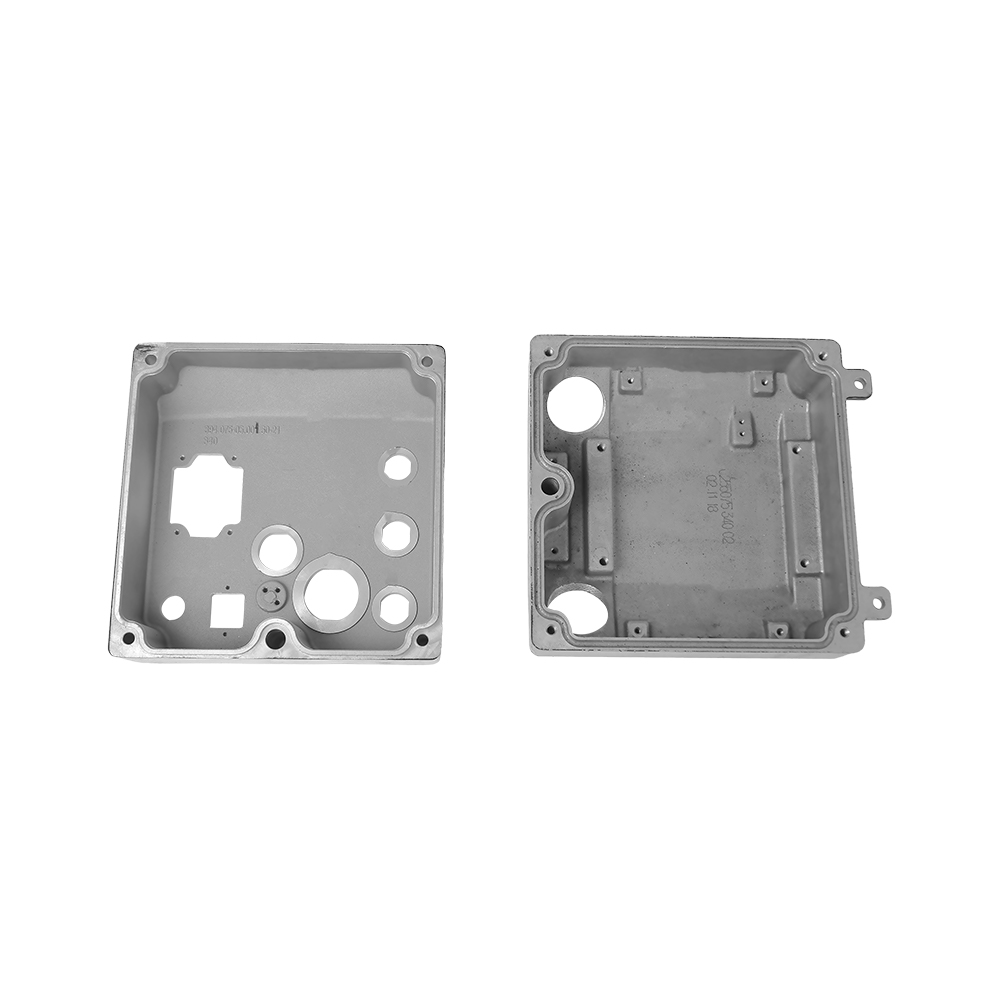
در عمل، بسیاری از برنامه های تولیدی از هر دو فرآیند با هم استفاده می کنند: الف ریخته گری آلومینیوم شکل محفظه ناهموار را از نظر اقتصادی تشکیل می دهد و سپس ماشینکاری سوراخ های یاتاقان، سطوح نصب و سوراخ های رزوه ای را که نیاز به دقت بالایی دارند، تکمیل می کند.
انتخاب آلیاژ: آنچه در واقع روی میز ماشین می رود
همه ماشینهای درجه آلومینیوم یکسان نیستند و آلیاژ انتخاب شده در بالادست سرعت برش، سایش ابزار و استحکام قطعه نهایی را تعیین میکند.
آلیاژهای رایج و رفتار ماشینکاری آنها
| آلیاژ | رتبه ماشین کاری | استفاده معمولی |
|---|---|---|
| 6061-T6 | خوب | براکت های ساختاری عمومی، محفظه ها |
| 6082-T6 | خوب | قاب های باربر، محفظه گیربکس |
| 7075-T6 | منصفانه | اتصالات هوافضا، قطعات پراسترس |
| 2024-T3 | منصفانه | اعضای ساختاری بحرانی خستگی |
| 5052-H32 | عالی | صفحات ماشینکاری مشتق از ورق فلز |
7075 بالاترین نسبت استحکام به وزن را در این لیست ارائه می دهد، اما گرما و سایش ابزار بیشتری را در حین برش ایجاد می کند، به همین دلیل است که مغازه هایی که حجم بالایی از قطعات 7075 دارند، از ابزار کاربید روکش دار و نرخ تغذیه اسپیندل کمتری نسبت به 6061 استفاده می کنند.
تحمل، پایان سطح، و معنای واقعی "دقت".
کلمه «دقت» در بازاریابی تأمینکنندگان بهطور ضعیفی استفاده میشود، بنابراین به لنگر انداختن آن به اعداد واقعی کمک میکند. یک آسیاب 3 محوره همه منظوره که با ابزار استاندارد روی آلومینیوم 6061 کار می کند به راحتی نگه می دارد. ± 0.05 میلی متر در سراسر یک قطعه با اندازه متوسط حرکت به یک مرکز سفت و سخت 5 محوری با خنک کننده کنترل شده با درجه حرارت و کاوشگر کالیبره شده می تواند آن را کاهش دهد. ± 0.01 میلی متر بر روی ویژگی های حیاتی، که محدوده ای است که بیشتر صندلی های بلبرینگ و سطوح آب بندی به آن نیاز دارند.
گزینه های پایان سطح پس از ماشینکاری
- پرداخت به صورت ماشینکاری شده (Ra 1.6-3.2 میکرومتر) - استاندارد برای سطوح داخلی و غیر آرایشی
- انفجار مهره - بافت مات یکنواخت، علائم ابزار را پنهان می کند
- نوع دوم آنودایز شفاف یا رنگی - مقاومت در برابر خوردگی به علاوه گزینه های رنگی
- آندایزینگ سخت نوع III - مقاومت در برابر سایش برای مجموعه های لغزشی یا متحرک
- پرداخت - روکش آینه ای یا ساتن برای قطعات قابل رویت رو به مصرف کننده
در مقابل، قطعات ریختهشده، بافت قالب یا سطح قالب را بهطور مستقیم به ارث میبرند. دستیابی به کیفیت سطح یکسان بر روی یک ریخته گری معمولاً مستلزم عبور ماشینکاری ثانویه فقط روی سطوح عملکردی است - که دقیقاً همان جریان کاری ترکیبی است که قبلاً ذکر شد.

جایی که قطعات ماشینکاری شده آلومینیوم در محصولات واقعی ظاهر می شوند
کاربردهای زیر منعکس کننده جایی است که مزایای تحمل و استحکام ماشینکاری در واقع هزینه بالاتر هر واحد را در مقایسه با ریخته گری توجیه می کند.
حوزه های کاربردی مشترک
- اتصالات رباتیک و مراحل حرکت دقیق که نیاز به موقعیت یابی قابل تکرار دارند
- براکت های نصب اپتیکال و دوربین در جایی که تحمل تراز بسیار مهم است
- اتصالات هوافضا و اتصالات ساختاری تحت بارگذاری خستگی
- اجزای تجهیزات نیمه هادی که نیاز به آب بندی محفظه خلاء دارند
- محفظههای دستگاههای پزشکی نیاز به سطوح تکرارپذیر و بدون آلودگی دارند
- قطعات نمونه اولیه خودروی سفارشی قبل از راه اندازی قالب ریخته گری
معمول است که یک محصول جدید با قطعات کاملاً ماشینکاری شده در طول نمونهسازی اولیه و دورههای تولید اولیه عرضه شود، سپس به محض اینکه حجم به اندازه کافی بالا رفت تا هزینه ابزارآلات را کاهش دهد، به قطعات ریختهگری با ماشینکاری سبک منتقل میشود - الگویی که به طور مداوم در زنجیرههای تامین تجهیزات صنعتی و لوازم الکترونیکی مصرفی دیده میشود.
مقایسه هزینه: اقتصاد ماشینکاری در مقابل ریخته گری به ازای هر واحد
ماشینکاری هیچ هزینهای برای ابزارآلات اولیه ندارد، اما قیمت هر واحد در کل حجم نسبتاً ثابت باقی میماند، زیرا هر قطعه هنوز هم زمان دستگاه را مصرف میکند. ریخته گری نیاز به سرمایه گذاری قالب یا قالب دارد، اما به محض اینکه سرمایه گذاری در هزاران واحد پخش شود، هزینه هر واحد به شدت کاهش می یابد.
رفتار سربه سر
برای یک براکت معمولی با پیچیدگی متوسط، ماشینکاری تمایل دارد بسته به پیچیدگی قطعه و زمان چرخه، گزینه کم هزینه کل کمتر از حدود 500 تا 2000 واحد باقی بماند. بالاتر از این حجم، آلومینیوم دایکاست با ماشینکاری سبک بر روی سطوح بحرانی معمولاً مقرون به صرفه تر می شود، زیرا هزینه قالب مستهلک شده و زمان چرخه هر قطعه بسیار کوتاهتر از یک برنامه کامل CNC است.
استفاده از مواد عامل دیگری است که خریداران از آن غافل می شوند: ماشینکاری یک قطعه از میله جامد می تواند ترک کند 50 تا 80 درصد موجودی اصلی به عنوان قراضه در حالی که ریختهگری نزدیک به شبکه، قطعه را شکل میدهد و ضایعات بسیار کمتری تولید میکند - اگرچه ضایعات آلومینیوم به راحتی قابل بازیافت است، بنابراین این امر بر هزینهها بیشتر از نتایج پایداری تأثیر میگذارد.
بررسی های کنترل کیفیت که خریداران باید درخواست کنند
قبل از پذیرش دسته ای از قطعات آلومینیومی ماشینکاری شده، خریدار باید تأیید کند که تامین کننده بررسی های زیر را انجام می دهد، زیرا این بررسی ها مستقیماً منعکس کننده این است که آیا تلورانس های اعلام شده واقعاً به جای اینکه فقط در نقشه به دست آمده اند، در طبقه مغازه به دست آمده اند یا خیر.
- گزارش بازرسی مقاله اول (FAI) با داده های تمام بعدی در برابر نقشه
- CMM (ماشین اندازه گیری مختصات) برای ویژگی های تحمل بحرانی گزارش می دهد
- تست زبری سطح بر روی سطوح کاربردی یا آب بندی
- گواهی مواد قابل ردیابی به دسته اصلی آسیاب
- بررسی ضخامت آنودایز یا پوشش در جایی که عملیات سطح مشخص شده است
درخواست این اسناد از قبل، قبل از اولین اجرای تولید به جای پس از یک محموله رد شده، تنها موثرترین راه برای جلوگیری از اختلافات بعدی در رابطه است.
تصمیم گیری بین آلومینیوم ماشینکاری شده و ریخته گری برای قطعه جدید
یک چک لیست تصمیم گیری عملی که نشان می دهد که خریداران با تجربه چگونه به شماره قطعه جدید نزدیک می شوند:
- آیا میزان تحمل مورد نیاز در هر نقطه از قطعه از ± 0.1 میلی متر محکم تر است؟ ماشینکاری ناب.
- آیا حجم مورد انتظار سالانه کمتر از 2000 واحد است؟ ماشینکاری ناب.
- آیا این قطعه دارای حفرههای داخلی پیچیدهای است که آسیاب کردن آن هزینه بر است؟ ریخته گری ناب یا هیبرید.
- آیا مقاومت در برابر خستگی تحت بار چرخه ای یک محرک طراحی است؟ آلیاژ فرفورژه ماشینکاری ناب.
- آیا این قطعه هنوز در مرحله نمونه اولیه سنگین طراحی و تغییر است؟ ماشینکاری ناب، زیرا وقتی طرح تغییر می کند، هیچ قالبی نیازی به ضایع شدن ندارد.
دقیقاً به همین دلیل است که بسیاری از تولیدکنندگان، دستههای کوچک ماشینکاری شده را در طول توسعه سفارش میدهند و فقط زمانی که طرح در طی چندین دوره تجدیدنظر تثبیت شد، قالب ریختهگری آلومینیومی را قفل میکنند.
طراحی قطعات ماشینکاری آلومینیومی با هزینه کمتر بدون از دست دادن دقت
هزینه ماشینکاری بسیار بیشتر از آنچه که اکثر خریداران انتظار دارند توسط انتخاب های طراحی هدایت می شود. دو قطعه با عملکرد یکسان می توانند 40٪ تفاوت هزینه داشته باشند، زیرا یکی با در نظر گرفتن ماشینکاری کشیده شده است و دیگری نه. اصول طراحی برای ساخت (DFM) زیر به طور مداوم زمان چرخه و نرخ ضایعات قطعات آلومینیومی را کاهش می دهد.
شعاع گوشه به جای گوشه های تیز داخلی
یک آسیاب انتهایی استاندارد نمی تواند یک گوشه داخلی تیز واقعی را برش دهد - همیشه شعاعی برابر با شعاع ابزار باقی می گذارد. تعیین یک شعاع داخلی کوچک (معمولاً 0.5 میلی متر تا 3 میلی متر بسته به اندازه قطعه) که با یک ابزار استاندارد مطابقت دارد، از ابزار سفارشی و تغییرات مکرر ابزار جلوگیری می کند، که زمان چرخه را به طور قابل توجهی در قطعات با جیب های زیاد کوتاه می کند.
ضخامت و انحراف دیوار
دیواره های آلومینیومی نازک زیر 1.5 میلی متر می توانند تحت نیروی برش منحرف شوند و باعث ایجاد علائم پچ پچ و رانش ابعادی شوند، به خصوص در 6061 و مزاج نرم تر. نگه داشتن دیوارهای سازه ای در بالای حدود 2 میلی متر، یا اضافه کردن تارهای موقتی که در عملیات بعدی برداشته می شود، قطعه را به اندازه کافی سفت نگه می دارد تا تحمل را در کل دنباله برش حفظ کند.
نسبت عمق به قطر سوراخ
حفاری استاندارد تا نسبت عمق به قطر حدود 5:1 کارآمد باقی می ماند. فراتر از آن، تخلیه تراشه دشوار می شود، انحراف ابزار افزایش می یابد، و صافی آسیب می بیند. سوراخهای عمیق و باریک فراتر از این نسبت، اغلب به چرخههای حفاری تفنگی یا حفاری پیک نیاز دارند که هر دوی اینها زمان و هزینه ماشین را افزایش میدهند که یک طراح گاهی اوقات میتواند با کوتاه کردن سوراخ یا افزایش قطر آن از آن جلوگیری کند.
به حداقل رساندن تنظیمات
هر بار که قطعهای از حالت گیره خارج میشود و دوباره ثابت میشود، مقدار کمی خطای موقعیت دوباره وارد میشود و زمان ماشین برای تغییر مکان از دست میرود. طراحی ویژگیها به گونهای که بتوان از یک جهت یا از وجهههای مخالفی که ماشینهای محور چهارم یا ۵ محور میتوانند بدون تعمیر دستی به آنها دسترسی داشته باشند، به حداکثر تعداد ممکن دسترسی داشت، هم تلرانس و هم هزینه را تحت کنترل نگه میدارد.

الزامات خاص صنعت که خریداران را به سمت ماشینکاری سوق می دهد
صنایع مختلف بر اساس فشارهای نظارتی و عملکردی خود، تصمیم گیری ماشینکاری در مقابل ریخته گری را متفاوت ارزیابی می کنند.
هوافضا و دفاع
صرفه جویی در وزن مستقیماً به ظرفیت سوخت یا محموله تبدیل می شود، بنابراین براکت ها و اتصالات هوافضا تقریباً همیشه از 7075 یا 2024 به جای ریخته گری ماشین کاری می شوند، زیرا ساختار دانه کاملاً متراکم عمر خستگی قابل پیش بینی را در چرخه های بار پرواز مکرر می دهد. الزامات ردیابی نیز به نفع مواد فرفورژه است، زیرا گواهینامه های آسیاب به جای یک حوضچه مذاب که ممکن است چندین گرما را با هم ترکیب کند، از یک دسته پیوسته پیروی می کنند.
تجهیزات نیمه هادی و خلاء
محفظههای خلاء و اجزای جابجایی ویفر نمیتوانند ریزتخلخل رایج در ریختهگری را تحمل کنند، زیرا حبابهای گاز محبوس میتوانند به آرامی از داخل یک محیط خلاء خارج شده و محفظه فرآیند را آلوده کنند. قطعات ماشینکاری شده 6061 یا 6082 با ساختار کاملا متراکم انتخاب استاندارد برای این سطوح آب بندی هستند.
تجهیزات پزشکی
تمیزی سطح و قابلیت تکرار ابعادی در هر واحد در یک دسته بیشتر از هزینه مواد خام در کاربردهای پزشکی است. قطعات ماشینکاری شده سطح ثابت تری را برای محفظه های پزشکی آنودایز شده یا غیرفعال شده ارائه می دهند و عدم وجود حفره های داخلی خطر ابتلا به آلاینده های به دام افتاده را در طول چرخه های تمیز کردن کاهش می دهد.
نمونه سازی خودرو و تولید کم حجم
برنامههای خودرو اغلب چند صد واحد اول براکت یا محفظه جدید را بهعنوان قطعات ماشینکاری شده سفارش میدهند، در حالی که توسعه قالب برای نسخه نهایی ریختهگری هنوز در حال انجام است، که به آزمایش خودرو اجازه میدهد بدون انتظار برای زمان ساخت ابزار چند ماهه ادامه یابد.
رباتیک و کنترل حرکت
موقعیت یابی تکرار شونده در مفاصل رباتیک و مراحل حرکت خطی به تلورانس های محکم و ثابت در هر واحد بستگی دارد. آلومینیوم ماشینکاری شده، که روی سوراخهای حیاتی و وجههای نصب روی ۰.۰۱± تا ۰.۰۲ میلیمتر نگه داشته میشود، به مهندسان کنترل حرکت یک خط پایه قابل پیشبینی میدهد که تلرانسهای ریختهگری بدون پاس تکمیلی اضافی نمیتواند مطابقت داشته باشد.
عیوب رایج در ماشینکاری آلومینیوم و نحوه جلوگیری از آنها توسط فروشگاه های معتبر
درک اینکه چه چیزی ممکن است اشتباه پیش برود به خریدار کمک می کند تا در طول صلاحیت تامین کننده سوالات دقیق تری بپرسد.
| نقص | علت معمولی | روش پیشگیری |
|---|---|---|
| نشانه های پچ پچ | سفتی ناکافی یا سرعت اسپیندل اشتباه | فیدها و سرعت های بهینه شده، پشتیبانی از کار اضافه شده است |
| رانش ابعادی در یک دسته | سایش ابزار بین قطعات جبران نمی شود | کاوش در فرآیند و به روز رسانی های برنامه ریزی شده افست ابزار |
| بر روی لبه ها سوراخ می شود | ابزار کسل کننده یا برش های خروجی تهاجمی | مرحله جدا کردن سوراخ اختصاصی، نوارهای لبه پخ دار |
| تغییر رنگ پس از آندایز کردن | ترکیب آلیاژ ناسازگار یا آلودگی سطحی | سهام آسیاب تایید شده، تمیز کردن کامل قبل از آنودایز |
| آسیب نخ | شیرهای فرسوده یا اندازه سوراخ خلبان نادرست | تعویض شیر آب برنامه ریزی شده، بازرسی گیج رزوه |
واجد شرایط بودن یک تامین کننده ماشینکاری: سوالاتی که ارزش پرسیدن قبل از اولین سفارش را دارند
فراتر از قیمت و زمان تحویل، مجموعه کوچکی از سوالات عملیاتی نشان می دهد که آیا یک تامین کننده می تواند به طور مداوم تلورانس های ذکر شده در یک قیمت را برآورده کند یا خیر.
- چه پلت فرم های ماشینی این کار را انجام می دهند - 3 محوره، 4 محوره، یا 5 محوره کامل به طور همزمان؟
- آیا دمای کف مغازه کنترل می شود و تا چه محدوده ای؟
- چه تجهیزات اندازه گیری CMM یا نوری برای بازرسی نهایی استفاده می شود؟
- آیا تأمینکننده میتواند گزارشهای بازرسی مقاله اول را که با نقشههای نقاشی ترسیم شده است، ارائه دهد؟
- نرخ معمولی ضایعات یا دوباره کاری در خانواده های قطعات قابل مقایسه چقدر است؟
- آیا آندایزینگ، آبکاری یا عملیات حرارتی در داخل انجام می شود یا برون سپاری؟
- چگونه قابلیت ردیابی مواد از گواهی آسیاب تا قطعه نهایی حفظ می شود؟
عرضهکنندهای که بهطور خاص به این سؤالات پاسخ میدهد، با اعداد واقعی به جای اطمینان عمومی، به احتمال زیاد به محض شروع تولید، تلورانسهای قولدادهشده در یک قیمتگذاری را حفظ میکند.
ملاحظات کارایی مواد و قابلیت بازیافت
آلومینیوم یکی از قابل بازیافت ترین فلزات مهندسی در تولید امروزی است و این امر بر اقتصاد ماشینکاری و ریخته گری تاثیر می گذارد. تراشههای ماشینکاری، اگرچه تلفات قابلتوجهی از مواد اولیه را نشان میدهند، به آسانی جمعآوری میشوند و بهعنوان ضایعات تمیز دوباره فروخته میشوند، زیرا هیچ پوشش یا آلودگی فراتر از بقایای مایع برش ندارند. آلومینیوم بازیافتی تنها به کسری از انرژی مورد نیاز برای تولید آلومینیوم اولیه از سنگ معدن بوکسیت نیاز دارد، به همین دلیل است که اکثر ماشینآلات سطلهای جداسازی ضایعات اختصاصی را بر اساس نوع آلیاژ برای حفظ ارزش فروش مجدد تراشههای جمعآوری شده نگهداری میکنند.
ریخته گری ضایعات، از جمله دونده ها، دروازه ها، و قطعات رد شده، به طور مشابه قابل بازیافت هستند، اگرچه مرتب سازی بر اساس آلیاژ اهمیت بیشتری پیدا می کند زیرا ریخته گری ها اغلب چندین درجه آلومینیوم را برای کارهای مختلف ترکیب می کنند. خریدارانی که بر گزارش پایداری متمرکز شدهاند، بهطور فزایندهای از تامینکنندگان درخواست میکنند تا نرخهای بازیافت قراضه مستند را به عنوان بخشی از فرآیند صلاحیت، در کنار دادههای تحمل و هزینه سنتیتر، درخواست کنند.
واقعیت های زمان سرب: در هر مرحله تولید چه انتظاری باید داشت
انتظارات زمان تحویل به طور معناداری بین اولین سفارش نمونه اولیه و یک دوره تولید تکراری ثابت متفاوت است.
| مرحله | زمان سرب معمولی | درایور اصلی |
|---|---|---|
| نمونه اولیه (1-5 واحد) | 3-7 روز کاری | برنامه نویسی و راه اندازی فیکسچر |
| دسته کوچک (10-200 واحد) | 1-3 هفته | ظرفیت ماشین و مراحل تکمیل |
| تکرار تولید | 1-2 هفته | در دسترس بودن مواد، موقعیت صف |
| قالب ریخته گری آلومینیوم جدید | 8-16 هفته | طراحی قالب، ساخت، عکس های آزمایشی |
این فاصله زمانی پیشبینی شده دلیل اصلی باقی ماندن ماشینکاری در طول توسعه اولیه محصول است، حتی برای قطعاتی که در نهایت به ریخته گری آلومینیوم یک بار حجم، سرمایه گذاری قالب و دو تا چهار ماه زمان اضافی ابزارسازی را توجیه می کند.
سوالات متداول
آیا آلومینیوم ماشینکاری شده CNC از آلومینیوم ریخته گری قوی تر است؟
به طور کلی بله. آلومینیوم فرفورژه مورد استفاده برای ماشینکاری دارای ساختار دانه ای پیوسته و جهت دار ناشی از نورد یا اکستروژن است، در حالی که آلومینیوم ریخته گری می تواند حاوی تخلخل میکروسکوپی باشد که به عنوان نقطه تمرکز تنش عمل می کند. برای قطعات تحت بارگذاری چرخه ای یا خستگی، آلیاژهای فرفورژه ماشینکاری شده معمولاً از معادل های ریخته گری بهتر عمل می کنند، مگر اینکه ریخته گری تحت عملیات حرارتی قرار گرفته و تحت فشار ایزواستاتیک گرم قرار گیرد تا تخلخل بسته شود.
هزینه ماشینکاری آلومینیوم در مقایسه با ریخته گری چقدر است؟
ماشینکاری هیچ هزینه ابزارآلاتی ندارد اما قیمت نسبتاً ثابتی در هر واحد در حجم دارد. ریخته گری نیاز به سرمایه گذاری در قالب دارد (معمولاً هزینه پنج رقمی تا شش رقمی بسته به اندازه و پیچیدگی قطعه) اما قیمت هر واحد در حجم های بالاتر به طور قابل توجهی کاهش می یابد. نقطه متقاطع معمولاً بین 500 تا 2000 واحد برای قطعات با پیچیدگی متوسط است، اگرچه این میزان بر اساس هندسه متفاوت است.
یک دستگاه CNC واقعاً چه تلورانسی را می تواند روی آلومینیوم نگه دارد؟
ماشینکاری استاندارد 3 محوره روی آلومینیوم 6061 به طور قابل اعتماد 0.05 ± میلی متر را در اندازه های ویژگی معمول نگه می دارد. تجهیزات 5 محوره پیشرفته با کنترل محیطی دقیق و کاوش در فرآیند می توانند به 0.01± میلی متر در ابعاد بحرانی دست یابند که سطح مورد نیاز برای سوراخ های بلبرینگ دقیق و وجه های آب بندی است.
آیا یک قطعه می تواند هم ریخته گری و هم ماشینکاری را ترکیب کند؟
بله، و این یک رویکرد بسیار رایج در تولید با حجم متوسط به بالا است. شکل ناهموار برای کنترل هزینه مواد و زمان چرخه ریخته میشود، سپس یک دستگاه CNC فقط ویژگیهای مهم را تکمیل میکند - سطوح نصب، سوراخها، سوراخهای رزوهای - در جایی که تحمل به عنوان ریختهگری کافی نیست.
کدام ماشین آلات آلیاژ آلومینیوم با کمترین سایش ابزار سریعتر است؟
6061 و 5052 به طور کلی ساده ترین آلیاژهای ماشین در نظر گرفته می شوند که تعادل خوبی در شکل گیری تراشه، پرداخت سطح و عمر ابزار ارائه می دهند. 7075 و 2024 استحکام بالاتری را ارائه می دهند اما در طول برش گرما و سایش ساینده بیشتری ایجاد می کنند که معمولاً برای حفظ عمر ابزار به سرعت تغذیه کندتر و ابزار کاربید پوشش داده شده نیاز دارند.
آیا آندایز کردن ابعاد یک قطعه آلومینیومی ماشینکاری شده را تغییر می دهد؟
بله، کمی. آنودایز کردن یک لایه اکسیدی به سطح اضافه می کند و تقریباً نیمی از ضخامت آن لایه از سطح اصلی به سمت خارج ایجاد می شود. برای ویژگیهای تلورانس محکم، ماشینکارها معمولاً این را با ماشینکاری قطعهای که اندازه آن کمی کمتر است قبل از آندایز کردن به حساب میآورند تا ابعاد پوششداده شده نهایی در محدوده مشخصات قرار گیرد.
چرا هزینه قطعات آلومینیومی ماشینکاری شده در هر واحد بیشتر از قطعات ریخته گری در حجم بالا است؟
زمان ماشینکاری تقریباً به صورت خطی با تعداد قطعات مقیاس می شود، زیرا هر واحد بدون در نظر گرفتن تعداد قطعات قبل از آن، همچنان به همان عملیات برش نیاز دارد. ریختهگری هزینههای خود را در قالب بارگذاری میکند، بنابراین هنگامی که این سرمایهگذاری در یک دوره بزرگ مستهلک شود، هزینه نهایی هر قطعه بسیار کمتر از آنچه ماشینکاری میتواند در همان حجم به دست آورد کاهش مییابد.
آیا می توان قطعات آلومینیومی ماشینکاری شده را جوش داد؟
بله، بیشتر آلیاژهای فرفورژه مورد استفاده برای ماشینکاری، از جمله 6061 و 5052، با استفاده از فرآیندهای TIG یا MIG به راحتی قابل جوش هستند. جوشکاری 7075 و 2024 بدون کاهش قابل توجه استحکام در ناحیه متاثر از گرما دشوارتر است، بنابراین طرح هایی که در کاربردهای با استحکام بالا به اتصالات جوشی نیاز دارند، اغلب 6061 یا آلیاژ قابل جوشکاری مشابه را مشخص می کنند.
حداقل مقدار سفارش برای قطعات آلومینیومی ماشینکاری CNC چقدر است؟
اکثر ماشینفروشیها سفارشهایی را میپذیرند که از یک واحد نمونه اولیه شروع میشود، زیرا نیازی به سرمایهگذاری ابزارآلات فراتر از برنامهنویسی و تثبیت وجود ندارد. این یکی از واضحترین مزیتهای عملی ماشینکاری نسبت به ریختهگری است، جایی که حداقل مقدار سفارش اغلب به دلیل نیاز به توجیه هزینه قالب به جای حداقل فنی است.
اندازه قطعه چگونه بر قابلیت تحمل ماشینکاری تأثیر می گذارد؟
به طور کلی تحمل قطعات بزرگتر سخت تر از قطعات کوچک است، زیرا انبساط حرارتی، صاف بودن میز ماشین و استحکام یراق آلات همه در طول یک بازه طولانی تر قابل توجه تر می شوند. نگه داشتن یک ویژگی دقیق در یک قطعه 50 میلی متری در 0.01± میلی متر آسان تر از همان ویژگی در یک قطعه 500 میلی متری است، جایی که تغییرات حرارتی و مکانیکی در سطح بزرگتر به طور طبیعی نوار تحمل قابل دستیابی را افزایش می دهد.






